

Что такое внешнее вихревое фрезерование?
Cutting deep threads slowly kills production margins. Broken tools and bad finishes ruin expensive shafts. External whirling fixes these problems entirely.
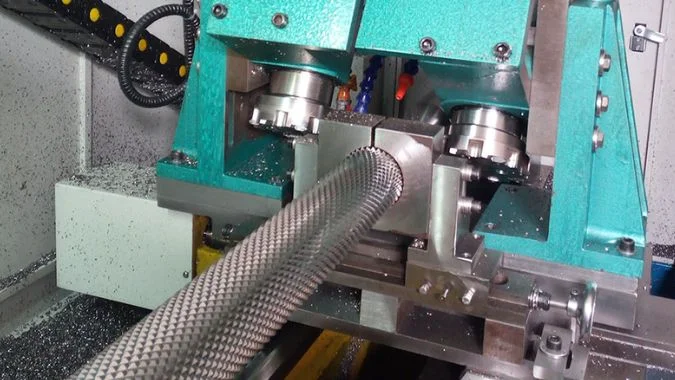
External whirling is a high-speed machining process where a rotating tool head with carbide inserts cuts threads on the outside of a slowly turning workpiece. This method finishes deep threads in a single pass, providing massive efficiency and excellent surface quality for long shafts and lead screws.

Discovering new ways to cut metal always changes a shop’s profitability. Seeing an external whirling machine tear through hardened steel for the first time amazed me. Master this exact process below to transform thread production completely.
How Does the External Whirling Work?
Understanding complex tool motions causes major confusion. Programming mistakes smash cutter heads into solid metal. Breaking down the specific machine movements makes the setup perfectly safe.
External whirling works by combining four precise motions. A cutter head spins rapidly outside the workpiece. The workpiece rotates very slowly. The cutter moves axially to match the thread pitch. The tool head tilts to perfectly match the thread helix angle.
Structural Layout
The cutter head looks exactly like a thick saw blade1. Several tough carbide inserts sit on the outer edge of this disc. The tool stays completely outside the workpiece during the whole process. This open layout allows machines to cut extremely large diameter screws easily. There is no size limit from a small inner ring.
Core Machine Motions
The process depends completely on precise synchronized movements. An independent motor drives the cutter head at massive speeds. This fast rotation turns solid metal into crescent-shaped chips instantly. The main machine spindle rotates the workpiece very slowly. The axial movement must match the exact thread pitch perfectly. The entire cutter head must tilt to match the thread angle2. This tilt prevents the spinning disc from hitting the thread walls.
Режущее действие
The inserts sweep across the metal surface intermittently. Chips fly away quickly due to massive centrifugal force3. One single pass cuts the entire thread depth completely.
| Компонент машины | Movement Type | Цель процесса |
|---|---|---|
| Режущая головка | Высокоскоростное вращение | Быстрое удаление металла |
| Главный шпиндель | Медленное вращение | Плавная подача материала |
| Ось Z | Линейное перемещение | Согласование шага резьбы |
| Ось наклона | Регулировка угла | Согласование угла подъема винтовой линии |
What Kinds of Workpiece Are Suitable for External Whirling?
Выбор неподходящего станка приводит к порче дорогостоящего сырья. Попытка обработки крупных ходовых винтов на малогабаритных станках гарантирует неудачу. Соответствие заготовки станку позволяет существенно сэкономить средства.
Внешнее вихревое нарезание резьбы подходит для вращающихся деталей, таких как ходовые винты, червяки и костные винты. Оптимальный диаметр составляет от 6 до 450 миллиметров. Этот процесс идеально подходит для высокоэффективного массового производства деталей из закаленной стали, титана и жаропрочных сплавов.

Типы подходящих компонентов
Многие механические детали требуют нарезания глубокой наружной резьбы. Шарико-винтовые передачи и мощные червяки идеально подходят для данного процесса.4. Золотники гидравлических клапанов и крупные резьбовые валы плавно обрабатываются на таких станках. Процесс легко справляется с многозаходной резьбой и большими углами подъема. Конструкция внешней режущей головки обеспечивает исключительную гибкость для создания сложных профилей резьбы.
Возможности обработки материалов
Твердые металлы разрушают традиционные однолезвийные токарные резцы. Вихревое нарезание отлично справляется с закаленной сталью. Металлы с твердостью до 65 HRC легко поддаются обработке специальными вставками из кубического нитрида бора (PCBN).5. Нержавеющая сталь и титановые сплавы режутся плавно, без избыточного тепловыделения. Открытая зона резания обеспечивает подачу большого объема охлаждающей жидкости непосредственно на горячую стружку.
Ограничения по форме
Заготовка должна оставаться цилиндрической. Оба конца требуют надежного зажима с помощью патрона и центра задней бабки. Детали с очень тонкими профилями или неправильной формой разрушаются в процессе интенсивной обработки. Для нарезания внутренней резьбы требуется совершенно другое оборудование.
| Характеристика заготовки | Возможность вихревого фрезерования | Результат применения |
|---|---|---|
| Геометрия | Только цилиндрическая форма | Надежный зажим |
| Твердость материала | До 65 HRC | Отличная стойкость инструмента |
| Диапазон диаметров | От 6 мм до 450 мм | Высокая эффективность |
| Тип резьбы | Внешняя многозаходная | Чистовая обработка за один проход |
What Are the Major Advantages of External Whirling in Terms of Cycle Time and Surface Finish?
Медленная скорость резания снижает маржинальность производства. Неровная поверхность резьбы приводит к немедленному отказу клиентов от продукции. Внедрение этого метода высокоскоростного фрезерования мгновенно решает обе серьезные производственные проблемы.
Внешнее вихревое фрезерование позволяет нарезать резьбу всего за один проход, что в 14 раз быстрее традиционного точения. Многолезвийное непрерывное резание равномерно распределяет нагрузку. Этот стабильный процесс исключает вибрации и обеспечивает зеркальное качество поверхности с шероховатостью Ra 0,8 мкм.

Сокращение времени цикла
Традиционное точение требует множества повторяющихся проходов для нарезания глубокой резьбы. Однолезвийный инструмент должен медленно проходить сквозь металл. Внешнее вихревое нарезание полностью исключает эти потери времени. Скорость резания легко достигает 400 метров в минуту6. Частота вращения шпинделя варьируется от 2000 до 5000 оборотов в минуту7. Высокоскоростной фасонный резец формирует весь профиль резьбы ровно за один проход. Общее время обработки сокращается до одной пятой от традиционных методов. Значительный рост эффективности существенно увеличивает производительность завода.
Улучшение качества поверхности
Сильные вибрации создают некрасивые следы на обработанном металле. Сменные твердосплавные пластины обеспечивают непрерывное многокромочное резание. Это действие идеально распределяет силу резания по головке инструмента. Равномерные усилия снижают вибрацию станка практически до нуля. Сжатый воздух мгновенно удаляет стружку. Качественное удаление стружки предотвращает ее налипание на острую кромку инструмента. Шероховатость поверхности остается стабильной на уровне Ra 0,8 микрометра8. Уровни точности повышаются на два полных класса по сравнению со стандартным точением9.
| Область преимуществ | Традиционное точение | Внешнее вихревое нарезание |
|---|---|---|
| Метод резки | Множество медленных проходов | Один единственный проход |
| Затрачиваемое время | Очень долго | Чрезвычайно быстро |
| Шероховатость поверхности | Часто низкая | Стабильно Ra 0,8 |
| Класс точности | Стандарт | На два класса выше |
Why Does External Whirling Prevent Long Shafts from Bending Better than Traditional Thread Turning?
Резка длинных металлических стержней вызывает серьезные проблемы с изгибом. Изогнутые ходовые винты приводят в негодность дорогостоящие механические узлы. Правильное распределение усилий резания позволяет сохранять тонкую заготовку идеально прямой.
Внешнее вихревое резание использует тангенциальные силы резания вместо значительных радиальных усилий. Высокоскоростные многолезвийные инструменты рассеивают тепло и снижают давление при резании. Это оптимальное направление приложения силы предотвращает изгиб длинных валов, однако при экстремальной длине по-прежнему требуется надлежащая поддержка люнетом.

Направление силы резания
Традиционное точение подразумевает врезание одного резца перпендикулярно в боковую поверхность металлического стержня. Эта вертикальная радиальная сила действует подобно молоту, давящему на вал. Под воздействием этого сильного бокового давления длинный стержень изгибается. Внешнее вихревое резание использует совершенно иной подход. Вращающаяся дисковая фреза прикладывает усилие тангенциально вдоль металлической поверхности. Тангенциальные силы срезают металл, а не давят на сердцевину. Такое действие среза значительно снижает риск изгиба.
Контроль температуры и давления
Нагрев быстро разрушает прямолинейность металла. Одиночные резцы генерируют значительное локальное тепло. Многолезвийные вихревые инструменты распределяют нагрузку. Тепло мгновенно отводится вместе с отлетающей стружкой. Удельное усилие резания остается очень низким. Низкие усилия означают меньшую тепловую деформацию внутри длинного вала.
Необходимые системы поддержки
Процесс вихревого резания не может полностью преодолеть законы физики. Валы с огромным соотношением длины к диаметру по-прежнему изгибаются под собственным весом. Надлежащая механическая поддержка остается строго необходимой. В цехах по-прежнему должны использоваться гидравлические люнеты или подвижные люнеты. Стабильный зажим предотвращает возникновение сильных центробежных сил изгиба при вращении.
| Фактор изгиба | Проблема традиционного точения | Решение методом внешнего вихревого резания |
|---|---|---|
| Направление силы | Сильное радиальное давление | Мягкое тангенциальное срезание |
| Выработка тепла | Локализовано в одной точке | Распределено по нескольким лезвиям |
| Деформация детали | Очень часто встречается | Значительно снижена |
| Необходимая оснастка | Стандартный центр | Требуются люнеты |
Заключение
Внешнее вихревое нарезание резьбы обеспечивает невероятную скорость и идеальное качество поверхности для сложных резьбовых деталей. Сочетание точной многолезвийной обработки с тангенциальными силами полностью трансформирует производство длинных валов.
-
"Вихревое нарезание резьбы — что это такое и как оно работает? – GenSwiss", https://genswiss.com/whirldata. Техническое описание инструментов для вихревого нарезания резьбы характеризует режущую головку как кольцевой диск, несущий по периферии несколько сменных твердосплавных пластин, которые вращаются вокруг оси заготовки на высокой скорости. Роль доказательства: определение; тип источника: статья. Подтверждает: Геометрическую конфигурацию режущей головки для внешнего вихревого нарезания и расположение режущих пластин. Примечание по объему: геометрия инструмента варьируется в зависимости от производителя и применения; аналогия с пильным диском является иллюстративной, а не стандартизированным инженерным определением. ↩
-
"Влияние условий обработки на микрогеометрическую точность …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9502381/. Кинематический анализ вихревого нарезания резьбы устанавливает, что ось режущей головки должна быть наклонена относительно оси заготовки под углом, равным углу подъема резьбы, чтобы вращающиеся пластины не задевали боковые стороны нарезанной резьбы. Роль доказательства: механизм; тип источника: статья. Подтверждает: Техническое требование к наклону режущей головки на угол подъема резьбы для предотвращения контакта с профилем. Примечание по объему: точный угол наклона зависит от шага резьбы, диаметра заготовки и диаметра режущей головки; описание в статье является упрощением полной геометрической зависимости. ↩
-
"Влияние условий обработки на микрогеометрическую точность …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9502381/. Исследования формирования стружки при высокоскоростном вращательном резании отмечают, что центробежное ускорение на периферии режущего инструмента помогает отбрасывать стружку из зоны резания, уменьшая повторное резание и улучшая целостность поверхности. Роль доказательства: механизм; тип источника: статья. Подтверждает: Роль центробежной силы при удалении стружки во время высокоскоростной ротационной обработки, такой как вихревое нарезание резьбы. Примечание по объему: на удаление стружки при вихревой обработке также влияют поток охлаждающей жидкости и геометрия пластин; приписывание удаления исключительно центробежной силе является чрезмерным упрощением. ↩
-
"Шарико-винтовая передача – Википедия", https://en.wikipedia.org/wiki/Ball_screw. Производственная литература по выпуску прецизионных винтов определяет вихревое нарезание резьбы как устоявшийся процесс для валов шарико-винтовых передач и червячных профилей, отмечая его способность достигать необходимой точности резьбы и чистоты поверхности за один проход на закаленных заготовках. Роль доказательства: пример; тип источника: статья. Подтверждает: Использование внешнего вихревого нарезания резьбы при производстве шарико-винтовых передач и червячных компонентов. Примечание по объему: внедрение варьируется в зависимости от объема производства и размера вала; некоторые производители ШВП используют шлифование в качестве финишной операции после вихревой обработки, а не полагаются только на нее. ↩
-
"Влияние различных марок пластин CBN на силу резания и …", https://pmc.ncbi.nlm.nih.gov/articles/PMC6337122/. Исследования жесткой обработки инструментами из поликристаллического кубического нитрида бора (PCBN) документируют эффективную резку сталей, закаленных примерно до 60–65 HRC, объясняя это высокой горячей твердостью и теплопроводностью PCBN. Роль доказательства: механизм; тип источника: статья. Подтверждает: Способность режущих инструментов из PCBN обрабатывать закаленные стали при твердости 65 HRC или близкой к ней. Примечание по объему: эффективность при 65 HRC чувствительна к составу сплава заготовки, глубине резания и марке пластины; результаты исследований точения закаленных сталей могут не переноситься напрямую на геометрию процесса вихревой обработки. ↩
-
"Скорости и подачи – Википедия", https://en.wikipedia.org/wiki/Speeds_and_feeds. Техническая литература по вихревому нарезанию резьбы описывает скорости периферии режущей головки, обычно находящиеся в диапазоне 200–500 м/мин, при этом достижимый максимум зависит от материала пластины, твердости заготовки и жесткости станка. Роль доказательства: статистика; тип источника: статья. Подтверждает: Типичные или максимальные скорости резания, используемые при операциях внешнего вихревого нарезания резьбы. Примечание по объему: показатель 400 м/мин может представлять собой верхнее значение; фактические скорости в цехах обычно выбираются консервативно для баланса между стойкостью инструмента и качеством поверхности. ↩
-
"Вихревое нарезание резьбы — что это такое и как оно работает? – GenSwiss", https://genswiss.com/whirldata. Технологическая документация для установок вихревого нарезания резьбы указывает скорости режущей головки обычно от 1500 до 6000 об/мин, причем выбранный диапазон определяется диаметром заготовки, шагом резьбы и спецификациями пластин. Роль доказательства: статистика; тип источника: статья. Подтверждает: Диапазоны частоты вращения режущей головки, используемые при внешнем вихревом нарезании резьбы. Примечание по объему: указанный диапазон 2000–5000 об/мин является правдоподобным, но может не представлять все конфигурации станков; значения различаются для вихревых приставок и специализированных вихревых станков. ↩
-
"Описание топографии поверхности резьб, выполненных точением на …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9821200/. Экспериментальные исследования вихревого нарезания резьбы показывают шероховатость поверхности в диапазоне Ra 0,4–1,6 мкм в зависимости от геометрии пластины, скорости резания и материала заготовки, при этом Ra 0,8 мкм приводится как репрезентативное достижимое значение. Роль доказательства: статистика; тип источника: статья. Подтверждает: Значения шероховатости поверхности, достижимые при внешнем вихревом нарезании резьбы в определенных условиях резания. Примечание по объему: фактические значения Ra зависят от параметров процесса; цифра, приведенная в статье, может не применяться универсально ко всем материалам и настройкам станков. ↩
-
"Влияние условий обработки на микрогеометрическую точность …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9502381/. Сравнительные оценки точности вихревого нарезания резьбы по сравнению с однорезцовым точением сообщают об улучшениях допуска среднего диаметра и точности шага, соответствующих одному-двум квалитетам точности ISO, что объясняется уменьшением прогиба инструмента и тепловой деформацией. Роль доказательства: статистика; тип источника: статья. Подтверждает: Улучшение размерной точности резьбы, достигнутое за счет вихревого нарезания по сравнению с обычным точением, выраженное в квалитетах допуска ISO. Примечание по объему: показатель улучшения на два квалитета не является универсально стандартизированным; фактические достижения зависят от жесткости станка, материала заготовки и базового процесса точения, с которым проводится сравнение. ↩

Крис Лу
Используя более чем десятилетний практический опыт работы в станкостроении, особенно на станках с ЧПУ, я готов помочь. Если у вас возникли вопросы, вызванные этой статьей, если вам нужно руководство по выбору подходящего оборудования (с ЧПУ или обычного), если вы изучаете индивидуальные решения по станкам или готовы обсудить покупку, не стесняйтесь, свяжитесь со мной. Давайте найдем идеальный станок для ваших нужд.