

¿Qué es el fresado por generación?
El roscado profundo y lento reduce drásticamente los márgenes de producción. Las herramientas rotas y los acabados deficientes arruinan los ejes costosos. El fresado de roscas externo soluciona estos problemas por completo.
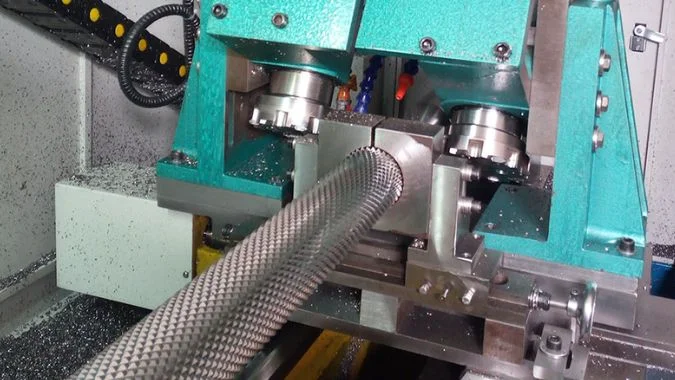
El fresado de roscas externo es un proceso de mecanizado de alta velocidad donde un cabezal giratorio con insertos de carburo corta roscas en el exterior de una pieza que gira lentamente. Este método termina roscas profundas en una sola pasada, proporcionando una enorme eficiencia y una excelente calidad de superficie para ejes largos y husillos.

Descubrir nuevas formas de cortar metal siempre cambia la rentabilidad de un taller. Ver a una máquina de fresado externo atravesar acero endurecido por primera vez me sorprendió. Domine este proceso exacto a continuación para transformar la producción de roscas por completo.
¿Cómo funciona el fresado de roscas externo?
Comprender los movimientos complejos de las herramientas genera una gran confusión. Los errores de programación hacen que los cabezales de corte choquen contra metal sólido. Desglosar los movimientos específicos de la máquina hace que la configuración sea perfectamente segura.
El fresado de roscas externo funciona combinando cuatro movimientos precisos. Un cabezal de corte gira rápidamente fuera de la pieza. La pieza gira muy lentamente. El cortador se mueve axialmente para coincidir con el paso de la rosca. El cabezal de la herramienta se inclina para coincidir perfectamente con el ángulo de la hélice de la rosca.
Diseño estructural
El cabezal de corte se ve exactamente como una hoja de sierra gruesa1. Varios insertos de carburo resistentes se asientan en el borde exterior de este disco. La herramienta permanece completamente fuera de la pieza durante todo el proceso. Este diseño abierto permite a las máquinas cortar tornillos de diámetro extremadamente grande fácilmente. No hay límite de tamaño por un anillo interior.
Movimientos principales de la máquina
El proceso depende completamente de movimientos sincronizados precisos. Un motor independiente impulsa el cabezal de corte a velocidades masivas. Esta rotación rápida convierte el metal sólido en virutas en forma de media luna al instante. El husillo principal de la máquina hace girar la pieza muy lentamente. El movimiento axial debe coincidir exactamente con el paso de la rosca. Todo el cabezal de corte debe inclinarse para coincidir con el ángulo de la rosca2. Esta inclinación evita que el disco giratorio golpee las paredes de la rosca.
Acción de corte
Los insertos barren la superficie del metal de forma intermitente. Las virutas salen despedidas rápidamente debido a la enorme fuerza centrífuga3. Una sola pasada corta toda la profundidad de la rosca por completo.
| Componente de la máquina | Tipo de movimiento | Objetivo del proceso |
|---|---|---|
| Cabezal de corte | Rotación de alta velocidad | Eliminar metal rápidamente |
| Husillo principal | Rotación lenta | Alimentar el material suavemente |
| Eje Z | Avance lineal | Igualar el paso de rosca |
| Eje de inclinación | Ajuste de ángulo | Igualar el ángulo de la hélice |
¿Qué tipos de piezas son adecuadas para el fresado de roscas externo?
Elegir la máquina incorrecta destruye materias primas costosas. Forzar a máquinas pequeñas a cortar husillos de gran tamaño garantiza un fracaso total. Adaptar la pieza de trabajo a la máquina ahorra mucho dinero.
El fresado de roscas externo (whirling) es adecuado para piezas rotativas como husillos, sinfines y tornillos óseos. Los diámetros medianos a grandes de entre 6 y 450 milímetros funcionan mejor. Este proceso corta perfectamente acero endurecido, titanio y aleaciones de alta temperatura durante series de producción en masa de alta eficiencia.

Tipos de componentes ideales
Muchas piezas mecánicas requieren roscas externas profundas. Los husillos de bolas y los sinfines de servicio pesado se adaptan perfectamente a este proceso.4. Los carretes de válvulas hidráulicas y los ejes roscados grandes funcionan sin problemas en estas máquinas. El proceso maneja fácilmente roscas de varias entradas y ángulos de avance grandes. El diseño del cabezal de corte exterior proporciona una flexibilidad extrema para formas de rosca complejas.
Capacidades de materiales
El metal duro destruye las herramientas de torneado de punta única tradicionales. El fresado de roscas (whirling) corta el acero templado muy bien. Los metales con una dureza de hasta 65 HRC se procesan fácilmente utilizando insertos especiales de PCBN.5. El acero inoxidable y las aleaciones de titanio se cortan suavemente sin una acumulación excesiva de calor. El área de corte abierta permite un flujo abundante de refrigerante directamente sobre las virutas calientes.
Limitaciones de forma
La pieza de trabajo debe permanecer cilíndrica. Ambos extremos requieren una sujeción firme con un mandril y un contrapunto. Las piezas con perfiles extremadamente delgados o formas irregulares fallan durante este proceso de corte pesado. Las roscas internas requieren un equipo completamente diferente.
| Característica de la pieza de trabajo | Capacidad de whirling (roscado por remolino) | Resultado de la aplicación |
|---|---|---|
| Geometría | Solo forma cilíndrica | Sujeción perfecta |
| Dureza del material | Hasta 65 HRC | Excelente vida útil de la herramienta |
| Tamaño del diámetro | 6 mm a 450 mm | Altamente eficiente |
| Tipo de rosca | Externa de entradas múltiples | Acabado en una sola pasada |
¿Cuáles son las principales ventajas del fresado de roscas externo en términos de tiempo de ciclo y acabado superficial?
Los tiempos de corte lentos destruyen los márgenes de beneficio de la fábrica. Las superficies de rosca rugosas provocan el rechazo inmediato por parte del cliente. Adoptar este método de fresado de alta velocidad resuelve ambos problemas de producción masiva al instante.
El whirling externo completa las roscas en una sola pasada, lo que lo hace hasta catorce veces más rápido que el torneado tradicional. El corte continuo de múltiples filos distribuye la carga de manera uniforme. Este proceso estable elimina la vibración y crea acabados superficiales tipo espejo que alcanzan 0,8 micrómetros Ra.

Reducción del tiempo de ciclo
El torneado tradicional requiere muchas pasadas repetitivas para cortar una rosca profunda. Una herramienta de punta única debe arrastrarse lentamente a través del metal. El whirling externo elimina por completo este tiempo perdido. Las velocidades de corte alcanzan fácilmente los 400 metros por minuto.6. Las velocidades del husillo oscilan entre 2.000 y 5.000 revoluciones por minuto.7. La fresa de forma de alta velocidad termina todo el perfil de la rosca en exactamente una pasada. El tiempo total de mecanizado se reduce a solo una quinta parte de los métodos tradicionales. Las enormes ganancias en eficiencia aumentan significativamente la producción de la fábrica.
Mejoras en la calidad de la superficie
Las malas vibraciones crean marcas antiestéticas en el metal cortado. Las plaquitas de carburo indexables proporcionan un corte continuo de múltiples filos. Esta acción distribuye la fuerza de corte perfectamente a través del cabezal de la herramienta. Las fuerzas uniformes reducen casi a cero las vibraciones de la máquina. El aire comprimido expulsa las virutas al instante. Una buena eliminación de virutas evita que el metal se adhiera al filo de la herramienta. La rugosidad superficial se mantiene perfectamente estable en Ra 0,8 micrómetros.8. Los niveles de precisión aumentan en dos grados completos en comparación con el torneado estándar.9.
| Área de ventajas | Torneado tradicional | Whirling externo |
|---|---|---|
| Método de corte | Múltiples pasadas lentas | Una sola pasada |
| Tiempo requerido | Muy largo | Extremadamente corto |
| Rugosidad superficial | A menudo deficiente | Estable Ra 0,8 |
| Grado de precisión | Estándar | Dos grados más alto |
¿Por qué el fresado de roscas externo evita que los ejes largos se doblen mejor que el torneado de roscas tradicional?
El corte de varillas metálicas largas provoca graves problemas de curvatura. Los husillos de rosca doblados arruinan costosos ensamblajes mecánicos. Distribuir las fuerzas de corte correctamente mantiene la pieza de trabajo delgada perfectamente recta.
El torneado por remolino externo utiliza fuerzas de corte tangenciales en lugar de fuertes fuerzas de empuje radial. Las herramientas de múltiples filos de alta velocidad dispersan el calor y reducen la presión de corte. Esta dirección óptima de la fuerza evita que los ejes largos se doblen, pero las longitudes extremas aún requieren un soporte de luneta adecuado.

Dirección de la fuerza de corte
El torneado tradicional empuja una sola herramienta directamente hacia el costado de la varilla metálica. Esta fuerza radial vertical actúa exactamente como un martillo empujando el eje. La varilla larga se dobla bajo esta fuerte presión lateral. El torneado por remolino externo utiliza un enfoque totalmente diferente. El cortador de disco giratorio aplica fuerza tangencialmente a lo largo de la superficie metálica. Las fuerzas tangenciales rebanan el metal en lugar de empujar el núcleo. Esta acción de rebanado reduce masivamente el riesgo de curvatura.
Control de calor y presión
El calor destruye rápidamente la rectitud del metal. Las herramientas individuales generan un calor localizado masivo. Las herramientas de remolino de múltiples filos comparten la carga de trabajo. El calor se elimina instantáneamente con las virutas voladoras. La fuerza de corte unitaria general sigue siendo muy baja. Las fuerzas bajas significan menos deformación térmica dentro del eje largo.
Sistemas de soporte requeridos
El proceso de remolino no puede vencer completamente las leyes de la física. Los ejes con relaciones de longitud a diámetro masivas aún se doblan por su propio peso. Un soporte mecánico adecuado sigue siendo estrictamente necesario. Los talleres aún deben utilizar lunetas hidráulicas o lunetas de seguimiento. La sujeción estable evita que la rotación cree fuerzas de flexión centrífugas incontroladas.
| Factor de flexión | Problema del torneado tradicional | Solución de torneado por remolino externo |
|---|---|---|
| Dirección de la fuerza | Empuje radial pesado | Rebanado tangencial suave |
| Generación de calor | Atrapado en un punto | Dispersado por múltiples filos |
| Deformación de la pieza | Muy común | Significativamente reducido |
| Necesidad de configuración | Centro estándar | Requiere lunetas |
Conclusión
El roscado por turbulencia externo proporciona una velocidad increíble y acabados superficiales perfectos para piezas roscadas resistentes. La combinación de corte preciso de múltiples filos con fuerzas tangenciales transforma por completo la fabricación de ejes largos.
-
"Thread Whirling – What Is It, And How Does It Work? – GenSwiss", https://genswiss.com/whirldata. Las descripciones técnicas de las herramientas de roscado por turbulencia caracterizan el cabezal de corte como un disco anular que lleva múltiples insertos de carburo indexables en su periferia, los cuales giran alrededor del eje de la pieza a gran velocidad. Rol de la evidencia: definición; tipo de fuente: artículo. Sustenta: La configuración geométrica del cabezal de corte por turbulencia externo y la colocación de los insertos de corte. Nota de alcance: La geometría de la herramienta varía según el fabricante y la aplicación; la analogía con la hoja de sierra es ilustrativa más que una definición técnica estandarizada. ↩
-
"Influence of Machining Conditions on Micro-Geometric Accuracy …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9502381/. Los análisis cinemáticos del roscado por turbulencia establecen que el eje del cabezal de corte debe inclinarse respecto al eje de la pieza en un ángulo igual al ángulo de la hélice de la rosca para asegurar que los insertos giratorios liberen los flancos de la rosca cortada. Rol de la evidencia: mecanismo; tipo de fuente: artículo. Sustenta: El requisito técnico de inclinar el cabezal de corte de roscado por turbulencia al ángulo de la hélice de la rosca para evitar la interferencia de la pared de la herramienta. Nota de alcance: El requisito exacto de inclinación depende del paso de la rosca, el diámetro de la pieza y el diámetro del cabezal de corte; la descripción del artículo es una simplificación de la relación geométrica completa. ↩
-
"Influence of Machining Conditions on Micro-Geometric Accuracy …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9502381/. Los estudios sobre la formación de viruta en procesos de corte rotativo de alta velocidad señalan que la aceleración centrífuga en la periferia del cortador ayuda a proyectar las virutas fuera de la zona de corte, reduciendo el recorte y mejorando la integridad superficial. Rol de la evidencia: mecanismo; tipo de fuente: artículo. Sustenta: El papel de la fuerza centrífuga en la eliminación de virutas durante los procesos de mecanizado rotativo de alta velocidad, como el roscado por turbulencia. Nota de alcance: La expulsión de viruta en el roscado por turbulencia también está influenciada por el flujo de refrigerante y la geometría del inserto; atribuir la eliminación únicamente a la fuerza centrífuga es una sobresimplificación. ↩
-
"Ball screw – Wikipedia", https://en.wikipedia.org/wiki/Ball_screw. La literatura sobre la producción de tornillos de precisión identifica el roscado por turbulencia como un proceso establecido para ejes de husillos de bolas y perfiles de tornillo sin fin, citando su capacidad para lograr la precisión de rosca y el acabado superficial requeridos en una sola pasada sobre material endurecido. Rol de la evidencia: referencia de caso; tipo de fuente: artículo. Sustenta: El uso de roscado por turbulencia externo en la producción de husillos de bolas y componentes de tornillo sin fin. Nota de alcance: La adopción varía según el volumen de producción y el tamaño del eje; algunos fabricantes de husillos de bolas utilizan el rectificado como operación de acabado después del roscado por turbulencia en lugar de depender únicamente de este. ↩
-
"Influence of Different Grades of CBN Inserts on Cutting Force and …", https://pmc.ncbi.nlm.nih.gov/articles/PMC6337122/. La investigación sobre mecanizado en duro con herramientas de nitruro de boro cúbico policristalino (PCBN) documenta el corte efectivo de aceros endurecidos a aproximadamente 60–65 HRC, atribuyendo el rendimiento a la alta dureza en caliente y conductividad térmica del PCBN. Rol de la evidencia: mecanismo; tipo de fuente: artículo. Sustenta: La capacidad de las herramientas de corte de PCBN para mecanizar aceros endurecidos a 65 HRC o cerca de este valor. Nota de alcance: El rendimiento a 65 HRC es sensible a la composición de la aleación de la pieza, la profundidad de corte y el grado del inserto; los resultados de los estudios de torneado duro pueden no transferirse directamente a la geometría del proceso de roscado por turbulencia. ↩
-
"Speeds and feeds – Wikipedia", https://en.wikipedia.org/wiki/Speeds_and_feeds. La literatura técnica sobre el roscado por turbulencia describe velocidades periféricas del cabezal de corte comúnmente en el rango de 200–500 m/min, siendo el máximo alcanzable dependiente del material del inserto, la dureza de la pieza y la rigidez de la máquina. Rol de la evidencia: estadística; tipo de fuente: artículo. Sustenta: Las velocidades de corte típicas o máximas utilizadas en las operaciones de roscado por turbulencia externo. Nota de alcance: La cifra de 400 m/min puede representar un valor de rango superior; las velocidades reales en taller suelen seleccionarse de manera conservadora para equilibrar la vida útil de la herramienta y la calidad superficial. ↩
-
"Thread Whirling – What Is It, And How Does It Work? – GenSwiss", https://genswiss.com/whirldata. La documentación del proceso para unidades de roscado por turbulencia indica velocidades del cabezal de corte típicamente entre 1,500 y 6,000 RPM, con el rango seleccionado regido por el diámetro de la pieza, el paso de la rosca y las especificaciones del inserto. Rol de la evidencia: estadística; tipo de fuente: artículo. Sustenta: Rangos de velocidad de rotación del cabezal de corte utilizados en el roscado por turbulencia externo. Nota de alcance: El rango indicado de 2,000–5,000 RPM es plausible, pero puede no representar todas las configuraciones de máquina; los valores difieren entre los accesorios de roscado por turbulencia y las máquinas dedicadas. ↩
-
"Surface Topography Description of Threads Made with Turning on …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9821200/. Las investigaciones experimentales sobre el roscado por turbulencia reportan valores de rugosidad superficial en el rango de Ra 0.4–1.6 µm dependiendo de la geometría del inserto, la velocidad de corte y el material de la pieza, citando Ra 0.8 µm como un valor representativo alcanzable. Rol de la evidencia: estadística; tipo de fuente: artículo. Sustenta: Valores de rugosidad superficial alcanzables mediante roscado por turbulencia externo bajo condiciones de corte definidas. Nota de alcance: Los valores Ra reales dependen de los parámetros del proceso; la cifra citada en el artículo puede no aplicarse universalmente a todos los materiales y configuraciones de máquina. ↩
-
"Influence of Machining Conditions on Micro-Geometric Accuracy …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9502381/. Las evaluaciones comparativas de precisión del roscado por turbulencia frente al torneado de un solo punto reportan mejoras en la tolerancia del diámetro primitivo y la precisión del paso consistentes con uno a dos grados de tolerancia ISO, atribuidas a la reducción de la deflexión de la herramienta y la deformación térmica. Rol de la evidencia: estadística; tipo de fuente: artículo. Sustenta: La mejora en la precisión dimensional de la rosca lograda mediante el roscado por turbulencia en comparación con el torneado convencional de un solo punto, expresada en términos de grados de tolerancia ISO. Nota de alcance: La cifra de mejora de dos grados no está universalmente estandarizada; las ganancias reales dependen de la rigidez de la máquina, el material de la pieza y el proceso de torneado base con el que se compara. ↩

Chris Lu
Aprovechando más de una década de experiencia práctica en la industria de la máquina herramienta, en particular con máquinas CNC, estoy aquí para ayudar. Si tiene alguna pregunta que le haya surgido a raíz de este artículo, si necesita orientación para seleccionar el equipo adecuado (CNC o convencional), si está explorando soluciones de máquinas personalizadas o si está listo para discutir una compra, no dude en CONTACTAR CONMIGO. Encontremos la máquina herramienta perfecta para sus necesidades.