

ما هي أسباب زيادة تفاوت الدوران (Runout) لمحور الدوران في آلات التشغيل الأفقي (HMC) وهي في وضع الخمول؟
يتطلب تشغيل مركز التصنيع الأفقي (HMC) العاري تحققًا هندسيًا صارمًا. إذا تم اكتشاف تفاوت كبير في دوران عمود الدوران (Spindle Runout) أثناء اختبارات القطع الأولية، فهذا يشير إلى وجود مشكلات ميكانيكية أو هيكلية أساسية يجب تشخيصها وحلها بشكل منهجي قبل الانتقال إلى الإنتاج الكامل.
ينتج التفاوت الكبير في دوران عمود الدوران في آلة HMC عارية عن تآكل محامل عمود الدوران، أو تلف ثقب الاستدقاق (Taper hole)، أو ارتخاء وصلات القيادة، أو عدم استقرار أساس الآلة. يجب عليك إصلاح هذه العيوب الميكانيكية والهيكلية لتحقيق دوران مثالي لعمود الدوران.

يتطلب عزل السبب الجذري لتفاوت دوران عمود الدوران نهجًا تشخيصيًا منهجيًا، بدءًا من الأسس الهيكلية الخارجية وصولاً إلى المكونات الداخلية لعمود الدوران. يوضح التحليل الفني التالي نقاط الفحص الحرجة والتعديلات الميكانيكية اللازمة للقضاء على التفاوت واستعادة دقة الدوران.
ما هي خلوصات ومشاكل المحامل التي تزيد من تفاوت دوران عمود الدوران؟
عندما تظهر قراءات مؤشر الاتصال (Dial indicator) انحرافًا شعاعيًا غير متسق أو مفرط عند رأس عمود الدوران، فإن تدهور المحامل الداخلية هو المشتبه به الرئيسي. تتطلب صيانة دقة عمود الدوران فحصًا دقيقًا لنظام المحامل الداخلي لتحديد التآكل أو تلف القفص أو إعدادات التحميل المسبق غير الصحيحة.
تؤدي الكرات المتآكلة، والأقفاص التالفة، والتحميل المسبق غير الصحيح للمحامل إلى زيادة تفاوت دوران عمود الدوران. يسبب الخلوص الشعاعي الذي يزيد عن 0.005 مم تذبذبًا شديدًا. يجب عليك تطبيق التحميل المسبق المحوري الصحيح واستخدام محامل عالية الدقة للحفاظ على عمود الدوران في المنتصف تمامًا.
خطوات الفحص
تتحمل محامل عمود الدوران أحمالًا ثقيلة أثناء التشغيل عالي السرعة. تتآكل الكرات المعدنية بمرور الوقت وتتكسر الأقفاص، مما يؤدي إلى إتلاف دقة الدوران. يجب إجراء فحص ثابت: قم بإيقاف التشغيل، ودوّر عمود الدوران يدويًا، واشعر بأي التصاق أو مقاومة غير متساوية، ثم استخدم مؤشر اتصال لقياس الخلوص الشعاعي. تحتاج أعمدة الدوران عالية الدقة إلى خلوص 0.005 مم أو أقل.
معايرة التحميل المسبق
يجب عليك معايرة التحميل المسبق للمحامل بعد ذلك. يمنع التحميل المسبق المحامل من التحرك. اضبط التحميل المسبق المحوري على اثنين أو خمسة بالمائة من الحمل الديناميكي المقدر1. ، وقم بإضافة أو إزالة رقائق معدنية (Shims) لتغيير هذا الضغط. لقد رأيت ذات مرة آلة ذات تفاوت فظيع، وبعد إعادة تطبيق تحميل مسبق محوري قدره 180 نيوتن، انخفض التفاوت من 0.03 مم إلى 0.008 مم على الفور.
استبدال المحامل
يجب عليك استبدال المحامل التالفة بشدة. قم بشراء محامل عالية الدقة من الفئة P4 أو P22. ، واستبدلها دائمًا في أزواج. نظف منطقة التجميع بالكامل، واملأ المحمل الجديد بشحم عالي الحرارة. وجّه الفتحة الكبيرة لمحمل التلامس الزاوي نحو اتجاه الحمل الثقيل.
| مشكلة المحمل | طريقة الفحص | الحل |
|---|---|---|
| كرات تالفة | تدوير عمود الدوران يدوياً | استبدال المحامل في أزواج |
| خلوص فضفاض | استخدام مؤشر الاتصال (دايل إنديكيتور) | إضافة رقائق معدنية (شيمز) للتحميل المسبق |
| محامل جافة | فحص الشحم الداخلي | إضافة شحم عالي الحرارة |
| اتجاه خاطئ | فحص بصري | توجيه الفتحة الكبيرة نحو الحمل |
لماذا يؤدي ضعف ملاءمة الاستدقاق (Taper Fit) إلى زيادة التفاوت في آلات HMC؟
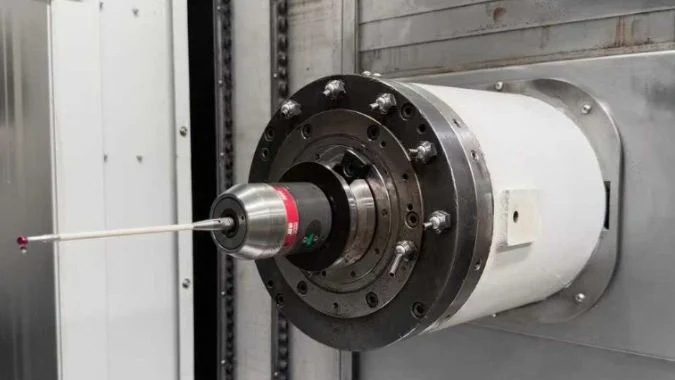
غالباً ما ينتج انحراف الأداة أثناء التشغيل عن ضعف في ملاءمة المخروط بدلاً من الأداة نفسها. إذا لم يستقر حامل الأداة بشكل مثالي على طول خط المركز الحقيقي بسبب التآكل أو التلوث، فإن الانحراف الناتج سيؤدي إلى تلف جودة السطح، مما يجعل من الضروري تقييم نظام التثبيت وتصحيحه.
تؤدي الملاءمة الضعيفة للمخروط إلى زيادة الانحراف لأن التآكل أو الأوساخ أو الفجوات الكبيرة تدفع الأداة لتكون غير متمركزة. لا تدور الأداة على خط المركز الحقيقي. يجب عليك إصلاح تآكل المخروط وتنظيف جميع الأسطح لمنع اهتزاز الأداة.
تآكل فتحة المخروط
يعد التثبيت الضعيف للأداة مشكلة شائعة غالباً ما تُعزى خطأً إلى فشل عام في الماكينة، بينما يكمن السبب الجذري غالباً داخل فتحة مخروط عمود الدوران. يؤدي التآكل وتراكم رقائق المعدن إلى الإضرار بدقة الملاءمة؛ فحتى قطعة صغيرة من الحطام يمكن أن تدفع ساق الأداة بعيداً عن المركز، مما يؤدي إلى انحراف شديد. لحل هذه المشكلة، يعد الفحص الدقيق لفتحة المخروط أمراً ضرورياً. من خلال إدخال شريط اختبار قياسي في عمود الدوران واستخدام مؤشر الاتصال للتحقق من الطرف القريب، يمكنك التأكد من أن الانحراف الشعاعي يظل ضمن الحد الحرج البالغ 0.005 مم3.
التجليخ والإصلاح
يجب عليك إصلاح فتحة المخروط المتآكلة على الفور. يمكنك تجليخ الفتحة في ورشتك. قم بتثبيت شرائط صنفرة على ساق أداة قديمة، ثم قم بتجليخ الجزء الداخلي من عمود الدوران حتى ينخفض الانحراف. يجب عليك استخدام تقنية الكسوة بالليزر الاحترافية للخدوش العميقة.
حوامل أدوات أفضل
يجب عليك تغيير نوع حامل الأداة الخاص بك. تتسبب كوليتات الزنبرك في حدوث مشكلات. يجب عليك شراء حوامل أدوات هيدروليكية أو حوامل انكماش. تمسك هذه الحوامل المتقدمة بالأداة بشكل مثالي. إنها تقلل من الانحراف بنسبة تصل إلى خمسين بالمائة4. يجب عليك تنظيف فتحة المخروط قبل كل تغيير للأداة. يجب عليك استخدام سيقان أدوات سميكة. يجب عليك إبقاء الأداة قصيرة. الأداة القصيرة توقف الاهتزازات السيئة تمامًا.
| عيب في التثبيت | نتيجة سلبية | إجراء تصحيحي |
|---|---|---|
| رقائق معدنية في الفتحة | تدفع الأداة جانبًا | نظف المخروط قبل التثبيت |
| تآكل مخروط عمود الدوران | اهتزاز الأداة | طحن فتحة المخروط |
| فجوة كوليت الزنبرك | انزلاق الأداة | استخدم حوامل هيدروليكية |
| بروز طويل للأداة | اهتزاز شديد للأداة | استخدم أدوات قصيرة وسميكة |
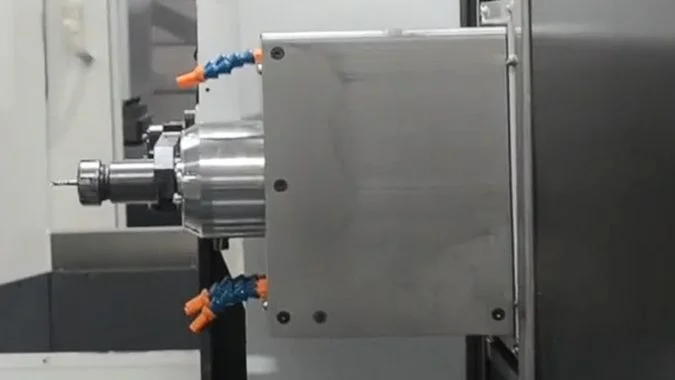
كيف تتسبب اهتزازات الوصلات في حدوث تفاوت شديد في دوران عمود الدوران؟
غالبًا ما تشير التوافقيات أو الاهتزازات غير الطبيعية الناشئة عن مبيت المحرك إلى عدم انتظام في نقل الطاقة. تؤدي توصيلات المحرك المرتخية أو الوصلات غير المحاذية إلى نقل ترددات مزعجة مباشرة إلى عمود الدوران5, ، مما يتطلب إجراء فحص دقيق لمحاذاة المحور بالكامل لنظام نقل الحركة.
تتسبب اهتزازات الوصلة في حدوث انحراف عند ارتخاء البراغي أو سوء محاذاة المحور، مما يؤدي إلى اهتزاز نظام نقل الطاقة. يقوم المحرك بدفع الاهتزاز مباشرة إلى عمود الدوران. يجب عليك إحكام ربط الوصلة ومحاذاة المحرك بدقة.
وصلات المحرك المرتخية
يتصل المحرك بعمود الدوران عبر وصلة، ويجب أن تقوم هذه الوصلة بنقل الطاقة بسلاسة. تولد الوصلة المرتخية اهتزازات هائلة تنتقل مباشرة إلى عمود الدوران، مما يسبب انحرافاً شديداً. يجب عليك فحص الوصلة فعلياً أولاً، والتأكد من براغي الوصلة، ثم ربطها بعزم الدوران الصحيح. يتطلب الدليل عادةً ما بين أربعين إلى ستين نيوتن متر.
تقادم وسادة التخميد
يجب عليك فحص وسادة التخميد المطاطية الموجودة داخل الوصلة؛ فالوسادة القديمة والصلبة لا يمكنها امتصاص الصدمات. استبدل الوسادة، ثم قم بتدوير نهاية المحرك يدوياً للتحقق من وجود أي فراغ قبل تحرك عمود الدوران. يجب عليك إزالة أي تلاعب في هذا الاتصال.
معايرة المحورية
يجب عليك معايرة محورية المحرك، حيث يجب أن يشكل مركز المحرك ومركز عمود الدوران خطاً مستقيماً تماماً. استخدم أداة محاذاة ليزرية للتحقق من هذا الخط، وقم بضبط موضع المحرك. يجب أن تكون الانحراف أقل من 0.005 مم6. ، حيث تؤدي سلسلة النقل المحكمة إلى إيقاف الاهتزاز تماماً، وتضمن المحاذاة المثالية دوران عمود الدوران بسلاسة.
| مشكلة في ناقل الحركة | أداة الاختبار | خطوة الإصلاح |
|---|---|---|
| براغي مرتخية | مفتاح عزم الدوران | الربط بعزم 50 نيوتن متر |
| وسادة تخميد صلبة | فحص بصري | تركيب وسادة مطاطية جديدة |
| فجوة المحرك | اختبار الدوران اليدوي | إصلاح خلوص القارنة |
| محاذاة سيئة للمحرك | أداة المحاذاة بالليزر | ضبط موضع المحرك |
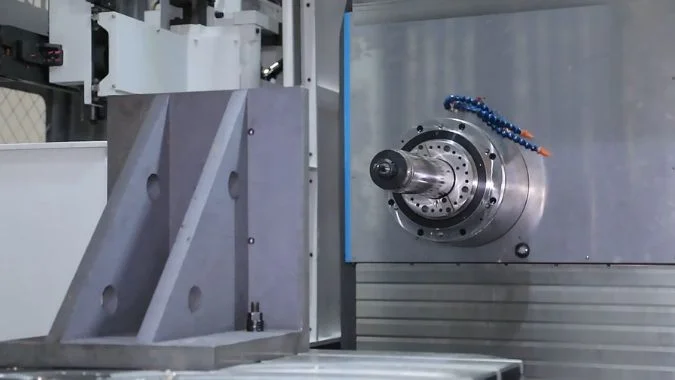
ما هي حالات عدم الاستقرار الهيكلي التي تؤدي إلى تفاوت كبير في الآلة؟
تؤدي بيئة التركيب غير المناسبة إلى تقويض صلابة الماكينة بشكل عام. فبدون أساس مستوٍ تماماً ومثبت بإحكام، قد يتعرض الإطار الحديدي الثقيل لالتواءات دقيقة، مما يؤدي مباشرة إلى انحراف عمود الدوران عن محور دورانه الحقيقي ويقلل من الدقة الهندسية.
تؤدي عدم الاستقرار الهيكلي إلى حدوث دوران غير محوري (Runout) مرتفع بسبب براغي التثبيت المرتخية، أو عدم استواء الأساس، أو التشوه الحراري للهيكل. هذه المشكلات تحني عمود الدوران عن مساره الصحيح. يجب عليك تثبيت الماكينة بإحكام وإدارة الحرارة.
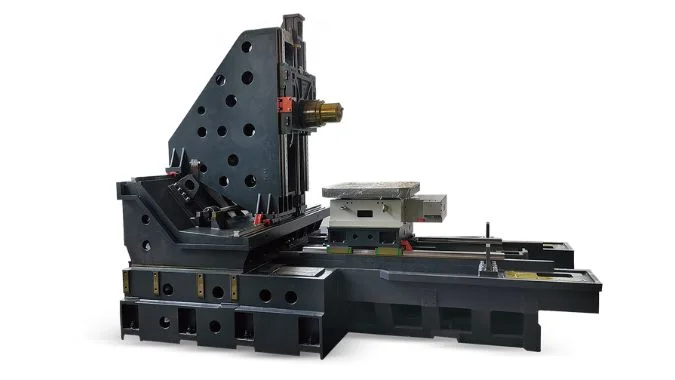
أساس ماكينة مرتخٍ
افحص الأرضية قبل فحص الماكينة. هيكل الماكينة الأساسي هو ما يجمع كل الأجزاء معاً. الأساس الضعيف يدمر مسار الدوران الأصلي لعمود الدوران. الهيكل المصبوب الثقيل ينحني. ينحرف عمود الدوران عن المركز. ستحصل على دوران غير محوري هائل. يجب عليك تأمين أساس التركيب. افحص براغي التثبيت الكبيرة على الأرضية. اربط كل برغي بإحكام. استخدم ميزان تسوية دقيقاً لفحص سرير الماكينة. الماكينة غير المستوية تسبب التواء الإطار المعدني الثقيل7. يجب عليك إصلاح تشوه الماكينة بالكامل أولاً.
التحكم في التشوه الحراري
يجب عليك التحكم في التشوه الحراري. يسخن هيكل عمود الدوران أثناء التشغيل. الحرارة غير المتساوية تحني المعدن. هذا الانحناء الحراري يخلق مشاكل كبيرة للماكينات الدقيقة. يمكنك التحكم في هذه الحرارة بسهولة. أنت تشغل عمود الدوران بدون أداة لمدة ثلاثين دقيقة8. فترة الإحماء هذه تجلب المعدن إلى درجة حرارة مستقرة.
فحص الدوران غير المحوري النهائي
يجب عليك إجراء فحص نهائي للنظام. ضع مؤشر قياس (Dial Indicator) على عمود الدوران. يجب أن يكون قياس الدوران غير المحوري أقل من 0.003 مم. قم بتشغيل الماكينة بسرعات مختلفة. استمع لأي أصوات غير طبيعية. استخدم مقياس الاهتزاز. يجب أن تبقي سرعة الاهتزاز الشعاعي أقل من 1.0 مم/ثانية.
| مشكلة هيكلية | عرض على الماكينة | طريقة الإصلاح |
|---|---|---|
| مسامير تثبيت مرتخية | اهتزاز الماكينة بالكامل | إحكام ربط مسامير الأرضية |
| سرير الماكينة غير مستوٍ | التواء المسبوكات | استخدام ميزان تسوية دقيق |
| بدء تشغيل عمود الدوران وهو بارد | انحناء المعدن بشكل غير متساوٍ | إجراء إحماء لمدة 30 دقيقة |
| اهتزاز عالٍ | انحراف أكبر من 0.003 مم | الفحص باستخدام مقياس الاهتزاز |
الخاتمة
يجب عليك إصلاح المحامل، والمخاريط، والوصلات، والقواعد للتخلص من انحراف عمود دوران الماكينة الأفقية (HMC). تضمن الصيانة الدورية والمحاذاة الدقيقة مركزية مثالية لعمود الدوران وإنتاج قطع عالية الجودة.
-
"[PDF] تصنيفات العمر والحمل - محامل الكرات ذات التلامس الزاوي, https://dpk3n3gg92jwt.cloudfront.net/domains/ast_units/pdf/ENB-04-0723.pdf. يجب أن يصف مرجع تصميم المحامل اختيار التحميل المسبق لمحامل عمود الدوران ذات التلامس الزاوي ويربط مقدار التحميل المسبق بنسبة مئوية أو كسر من تصنيف حمل المحمل؛ يدعم هذا مفهوم تحديد حجم التحميل المسبق ولكنه قد لا يثبت صحة قيمة 2-5% الدقيقة لجميع مجموعات عمود الدوران. دور الدليل: آلية؛ نوع المصدر: بحث. يدعم: تقوم بضبط التحميل المسبق المحوري بنسبة اثنين أو خمسة بالمائة من الحمل الديناميكي المقدر. ملاحظة النطاق: تختلف توصيات التحميل المسبق باختلاف ترتيب المحمل، والسرعة، والتشحيم، والظروف الحرارية. ↩
-
"التفاوتات | SKF, https://www.skf.com/us/products/rolling-bearings/principles-of-rolling-bearing-selection/general-bearing-knowledge/tolerances. يجب أن يحدد مرجع ISO أو فئة المحامل فئات الدقة P4 وP2 للمحامل الدوارة ويوضح أن هذه الفئات تحدد تفاوتات أبعاد وتشغيل أكثر صرامة من الدرجات العادية؛ يدعم هذا معنى تصنيف الدقة، وليس ضرورة الاستبدال في كل حالة. دور الدليل: تعريف؛ نوع المصدر: مؤسسة. يدعم: تشتري محامل عالية الدقة من درجة P4 أو P2. ملاحظة النطاق: يحدد المصدر درجات دقة المحامل ولكنه لا يثبت أن P4 أو P2 مطلوبة لكل عمود دوران في ماكينة HMC. ↩
-
"استخدام قضيب اختبار للتحقق من انحراف عمود الدوران – يوتيوب, https://www.youtube.com/watch?v=Pepl4kIbyjM. يجب أن تحدد معايير اختبار أدوات الماكينة أو دليل فحص عمود الدوران حدود الانحراف الشعاعي المسموح بها عند قياس عمود الدوران باستخدام قضيب اختبار؛ يدعم هذا معيار 0.005 مم المذكور فقط إذا كان إعداد القياس وفئة دقة الماكينة يتطابقان مع سياق المقالة. دور الدليل: إحصائية؛ نوع المصدر: مؤسسة. يدعم: من خلال إدخال قضيب اختبار قياسي في عمود الدوران واستخدام مؤشر قرصي للتحقق من الطرف القريب، يمكنك التأكد من بقاء الانحراف الشعاعي ضمن الحد الحرج البالغ 0.005 مم. ملاحظة النطاق: تعتمد حدود الانحراف على طول قضيب الاختبار، وموضع المؤشر، ومخروط عمود الدوران، ومعيار القبول. ↩
-
"مقارنة حوامل الأدوات: الصامولة والظرف، الهيدروليكية ... – يوتيوب"،, https://www.youtube.com/watch?v=pNIL2D3W3TY. يجب أن تقارن دراسة مستقلة للأدوات قيم الانحراف (Runout) لحوامل الظرف والحوامل الهيدروليكية وحوامل التثبيت بالانكماش، وأن توضح ما إذا كانت الأنظمة الهيدروليكية أو التثبيت بالانكماش يمكن أن تقلل الانحراف بشكل ملموس؛ وهذا يدعم الادعاء المقارن فقط إذا كانت الحوامل المختبرة وظروف القطع متشابهة. دور الأدلة: إحصائي؛ نوع المصدر: ورقة بحثية. يدعم: حوامل الأدوات الهيدروليكية أو حوامل التثبيت بالانكماش تقلل الانحراف بنسبة تصل إلى خمسين بالمائة. ملاحظة النطاق: النسبة المئوية الدقيقة للانخفاض تعتمد على التطبيق وقد لا تعمم عبر جميع أنواع الحوامل أو أقطار الأدوات. ↩
-
"[PDF] تحليل تأثير عدم محاذاة الوصلات المرنة – OAKTrust"،, https://oaktrust.library.tamu.edu/bitstream/handle/1969.1/ETD-TAMU-2010-08-8315/AVENDANO-OVALLE-THESIS.pdf?sequence=2&isAllowed=y. يجب أن يوضح مصدر ديناميكيات الآلات الدوارة أو أدوات الآلات أن رخاوة الوصلات وعدم محاذاة العمود تُدخل مكونات اهتزاز يمكن نقلها عبر مجموعة الإدارة؛ وهذا يدعم آلية نقل الاهتزاز ولكنه قد لا يُظهر قياسات مباشرة لانحراف عمود الدوران (Spindle). دور الأدلة: آلية؛ نوع المصدر: ورقة بحثية. يدعم: وصلات الإدارة الرخوة أو الوصلات غير المحاذية تنقل الترددات المزعجة مباشرة إلى عمود دوران الآلة. ملاحظة النطاق: قد تتناول الأدلة الآلات الدوارة بشكل عام بدلاً من أعمدة دوران مراكز التشغيل الأفقية (HMC) بشكل خاص. ↩
-
"[PDF] حساب قوى عدم محاذاة وصلة العمود في ..."،, https://oaktrust.library.tamu.edu/server/api/core/bitstreams/9f405a46-15e5-4350-ae10-026ff328cc5c/content. يجب أن يذكر مرجع المحاذاة الدقيقة أو تجميع أدوات الآلات تفاوتات المحورية النموذجية لمحاذاة المحرك مع عمود الدوران أو محاذاة الأعمدة عالية السرعة القابلة للمقارنة؛ وهذا يدعم الحاجة إلى محاذاة دقيقة ولكنه قد لا يصادق على 0.005 مم كقيمة عالمية. دور الأدلة: إحصائي؛ نوع المصدر: بحث. يدعم: يجب أن تجعل انحراف المحورية بين المحرك وعمود الدوران أقل من 0.005 مم. ملاحظة النطاق: تعتمد المحورية المقبولة على نوع الوصلة، وسرعة عمود الدوران، وترتيب المحامل، وتصميم الآلة. ↩
-
"[PDF] التنبؤ بأخطاء أدوات الآلات الهندسية-الحرارية بواسطة الذكاء الاصطناعي ..."،, https://nvlpubs.nist.gov/nistpubs/Legacy/IR/nistir5367.pdf. يجب أن يوضح مصدر تركيب أدوات الآلات أو الدقة الهندسية أن التسوية غير الصحيحة ودعم الأساس يمكن أن يشوه هيكل الآلة ويغير الدقة الهندسية؛ وهذا يدعم ادعاء التشوه الهيكلي ولكنه قد لا يعزل انحراف عمود الدوران كنتيجة وحيدة. دور الأدلة: آلية؛ نوع المصدر: حكومي. يدعم: الآلة غير المستوية تسبب التواء الإطار المعدني الثقيل. ملاحظة النطاق: قد يناقش المصدر الخطأ الهندسي الكلي بدلاً من انحراف عمود الدوران وحده. ↩
-
"[PDF] النمذجة الحرارية لأدوات الآلات عالية السرعة ..."،, https://research.sabanciuniv.edu/32397/1/TurgutKoksalYalcin_10099905.pdf. يجب أن تُظهر دراسة الخطأ الحراري لأدوات الآلات أو إجراء تسخين عمود الدوران أن تسخين عمود الدوران يقلل من التشوه الحراري العابر من خلال نقل الآلة نحو التوازن الحراري؛ وهذا يدعم الأساس المنطقي للتسخين، بينما تظل مدة الـ 30 دقيقة الدقيقة خاصة بكل آلة ما لم يُنص على خلاف ذلك. دور الأدلة: آلية؛ نوع المصدر: ورقة بحثية. يدعم: تقوم بتشغيل عمود الدوران بدون أداة لمدة ثلاثين دقيقة لجعل المعدن يصل إلى درجة حرارة مستقرة. ملاحظة النطاق: يختلف وقت التسخين باختلاف سرعة عمود الدوران، وتصميم المحمل، وسائل التبريد، والظروف المحيطة. ↩

كريس لو
بالاستفادة من أكثر من عشر سنوات من الخبرة العملية في مجال صناعة أدوات الماكينات، خاصةً مع ماكينات بنظام التحكم الرقمي، أنا هنا لمساعدتك. سواءً كانت لديك أسئلة أثارها هذا المنشور، أو كنت بحاجة إلى إرشادات بشأن اختيار المعدات المناسبة (ماكينة بنظام التحكم الرقمي أو تقليدية)، أو كنت تستكشف حلولاً مخصصة للماكينات، أو كنت مستعدًا لمناقشة عملية شراء، فلا تتردد في الاتصال بي. دعنا نعثر على الأداة الآلية المثالية لاحتياجاتك.