

Каковы причины высокого биения шпинделя на станке HMC без оснастки?
Ввод в эксплуатацию горизонтального обрабатывающего центра (HMC) в базовой комплектации требует тщательной проверки геометрии. Если во время начальных пробных резов обнаруживается чрезмерное биение шпинделя, это указывает на скрытые механические или конструктивные проблемы, которые должны быть систематически диагностированы и устранены до перехода к полномасштабному производству.
Высокое биение шпинделя на базовом станке HMC возникает из-за износа подшипников шпинделя, повреждения конусного отверстия, ослабленных приводных муфт и нестабильного фундамента станка. Вы должны устранить эти механические и конструктивные недостатки для обеспечения идеального вращения шпинделя.

Изоляция первопричины биения шпинделя требует систематического диагностического подхода, начиная от внешних структурных оснований и заканчивая внутренними компонентами шпинделя. Следующая техническая разбивка содержит критические точки осмотра и механические регулировки, необходимые для устранения биения и восстановления точности вращения.
Какие зазоры и дефекты подшипников увеличивают биение шпинделя?
Когда показания индикатора часового типа показывают несоответствующее или чрезмерное радиальное отклонение на торце шпинделя, основным подозреваемым является деградация внутренних подшипников. Поддержание строгой точности шпинделя требует тщательной проверки системы внутренних подшипников для выявления износа, повреждения сепаратора или неправильных настроек преднатяга.
Изношенные шарики, поврежденные сепараторы и неправильный преднатяг подшипников увеличивают биение шпинделя. Радиальный зазор более 0,005 мм вызывает сильное колебание. Вы должны приложить правильный осевой преднатяг и использовать высокоточные подшипники, чтобы шпиндель оставался идеально центрированным.
Этапы проверки
Подшипники шпинделя воспринимают большие нагрузки во время высокоскоростной работы. Металлические шарики со временем изнашиваются. Сепараторы ломаются. Это повреждение разрушает точность вращения. Вы должны выполнить статический осмотр. Вы отключаете питание. Вы вращаете шпиндель вручную. Вы проверяете наличие заеданий или неравномерного сопротивления. Вы используете индикатор часового типа для измерения радиального зазора. Высокоточным шпинделям требуется зазор 0,005 мм или менее.
Калибровка преднатяга
Затем вы должны откалибровать преднатяг подшипников. Преднатяг предотвращает перемещение подшипников. Вы регулируете осевой преднатяг до двух или пяти процентов от номинальной динамической нагрузки1. Вы добавляете или удаляете металлические прокладки, чтобы изменить это давление. Однажды я видел станок с ужасным биением. Мы заново применили осевой преднатяг 180 Н. Биение сразу упало с 0,03 мм до 0,008 мм.
Замена подшипников
Вы должны заменить сильно изношенные подшипники. Вы покупаете высокоточные подшипники класса P4 или P22. Вы всегда заменяете их парами. Вы полностью очищаете зону сборки. Вы заполняете новый подшипник высокотемпературной смазкой. Вы направляете большое отверстие радиально-упорного подшипника в сторону тяжелой нагрузки.
| Проблема с подшипником | Метод контроля | Решение |
|---|---|---|
| Изношенные шарики | Проверните шпиндель вручную | Заменяйте подшипники парами |
| Слабый зазор | Используйте индикатор часового типа | Добавьте регулировочные прокладки для предварительного натяга |
| Сухие подшипники | Проверьте внутреннюю смазку | Добавьте высокотемпературную смазку |
| Неверное направление | Визуальный осмотр | Направьте большое отверстие к нагрузке |
Почему плохая посадка конуса увеличивает биение HMC?
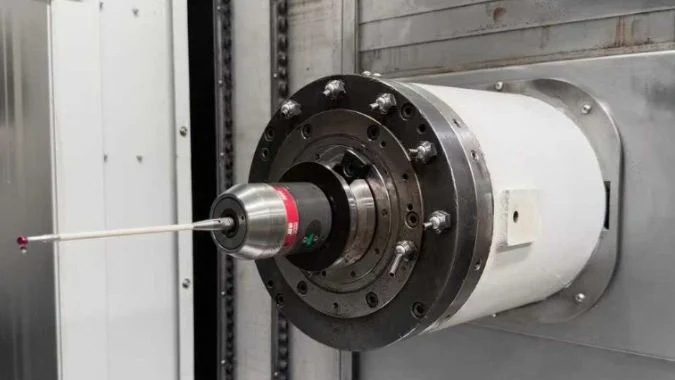
Эксцентриситет инструмента во время работы часто возникает из-за поврежденной посадки конуса, а не из-за самого инструмента. Если держатель инструмента не садится идеально вдоль истинной центральной линии из-за износа или загрязнения, возникающее биение испортит качество поверхности, поэтому крайне важно оценить и исправить систему зажима.
Плохая посадка конуса увеличивает биение, так как износ, грязь или большие зазоры смещают инструмент. Инструмент не вращается по истинной центральной оси. Вы должны устранить износ конуса и очистить все поверхности, чтобы остановить вибрацию инструмента.
Износ конического отверстия
Плохой зажим инструмента — распространенная проблема, которую часто ошибочно принимают за общую неисправность станка, хотя первопричина часто кроется в коническом отверстии шпинделя. Износ и скопившаяся металлическая стружка нарушают точность посадки; даже мельчайшая частица мусора может сместить хвостовик инструмента от центра, что приведет к серьезному биению. Для решения этой проблемы необходим тщательный осмотр конического отверстия. Вставив стандартную контрольную оправку в шпиндель и используя индикатор часового типа для проверки ближнего конца, вы можете убедиться, что радиальное биение остается в пределах критического значения 0,005 мм3.
Шлифовка и ремонт
Вы должны немедленно отремонтировать изношенное коническое отверстие. Вы можете отшлифовать отверстие в своей мастерской. Вы прикрепляете полоски наждачной бумаги к хвостовику старого инструмента. Вы шлифуете внутреннюю поверхность шпинделя до тех пор, пока биение не уменьшится. Для глубоких царапин необходимо использовать профессиональную лазерную наплавку.
Более совершенные держатели инструмента
Вам следует сменить тип держателя инструмента. Цанговые патроны вызывают проблемы. Вам следует приобрести гидравлические или термозажимные патроны. Эти современные держатели идеально фиксируют инструмент. Они снижают биение до пятидесяти процентов4. Необходимо очищать коническое отверстие перед каждой сменой инструмента. Используйте хвостовики большого диаметра. Старайтесь использовать инструменты минимальной длины. Короткий инструмент полностью устраняет вредные вибрации.
| Дефект зажима | Отрицательный результат | Корректирующее действие |
|---|---|---|
| Металлическая стружка в отверстии | Сдвигает инструмент в сторону | Очистить конус перед зажимом |
| Износ конуса шпинделя | Инструмент качается | Шлифовка конического отверстия |
| Зазор в цанговом патроне | Проскальзывание инструмента | Использовать гидравлические патроны |
| Большой вылет инструмента | Сильная вибрация инструмента | Использовать короткие и толстые инструменты |
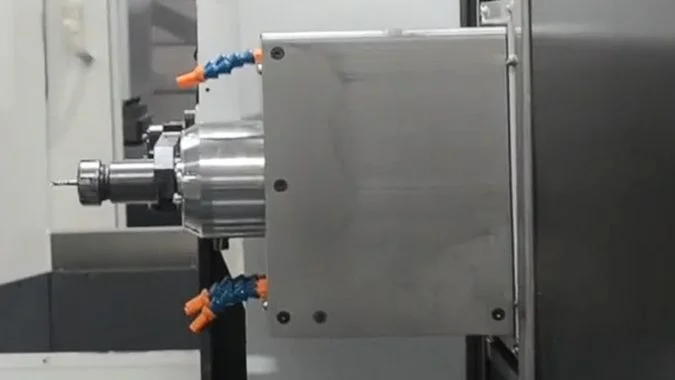
Как вибрации муфты вызывают сильное биение шпинделя?
Аномальные гармоники или вибрации, исходящие из корпуса двигателя, часто указывают на нарушения в передаче мощности. Ослабленные соединения привода или несоосные муфты передают разрушительные частоты непосредственно на вал шпинделя,5, что требует строгой проверки соосности всей трансмиссии.
Вибрации муфты вызывают биение, когда ослабленные болты или плохая соосность приводят к тряске системы передачи мощности. Двигатель передает вибрацию непосредственно на вал шпинделя. Необходимо затянуть муфту и точно выровнять двигатель.
Ослабленные муфты привода
Двигатель соединяется со шпинделем с помощью муфты. Эта муфта должна обеспечивать плавную передачу мощности. Ослабленная муфта генерирует значительную вибрацию. Эта вибрация передается непосредственно на шпиндель. Это вызывает сильное биение. Сначала необходимо проверить физическое состояние муфты. Осмотрите болты муфты. Затяните их с требуемым моментом. В руководстве обычно указывается значение от сорока до шестидесяти ньютон-метров.
Износ буферной прокладки
Осмотрите резиновую буферную прокладку внутри муфты. Старая твердая прокладка не может поглощать удары. Замените прокладку. Проверните конец двигателя вручную. Почувствуйте, есть ли зазор до того, как начнет вращаться шпиндель. Необходимо устранить любой люфт в этом соединении.
Калибровка соосности
Необходимо откалибровать соосность двигателя. Центр двигателя и центр шпинделя должны находиться на одной идеально прямой линии. Используйте лазерный инструмент для проверки этой линии. Отрегулируйте положение двигателя. Необходимо довести отклонение до уровня менее 0,005 мм6. Плотная трансмиссионная цепь полностью устраняет вибрацию. Идеальная соосность гарантирует плавное вращение шпинделя.
| Проблема трансмиссии | Инструмент для тестирования | Этап ремонта |
|---|---|---|
| Ослабленные болты | Динамометрический ключ | Затянуть до 50 Н·м |
| Твердая буферная прокладка | Визуальный осмотр | Установить новую резиновую прокладку |
| Зазор двигателя | Тест вращения вручную | Устранение люфта муфты |
| Неправильная центровка двигателя | Лазерный прибор для центровки | Регулировка положения двигателя |
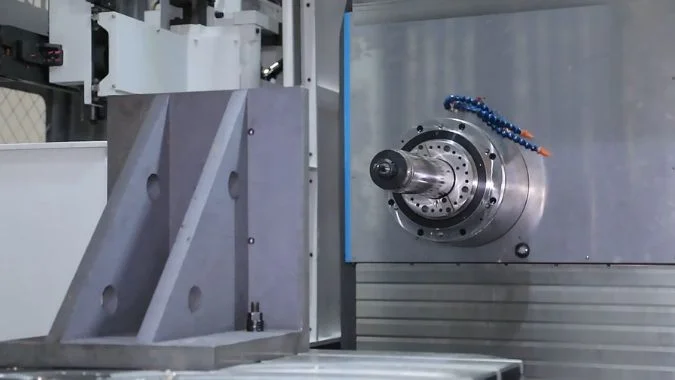
Какие конструктивные нестабильности приводят к высокому биению станка?
Ненадлежащие условия установки существенно снижают общую жесткость станка. Без идеально ровного и надежно закрепленного фундамента тяжелая чугунная станина может подвергаться микродеформации, что непосредственно смещает шпиндель с истинной оси вращения и ухудшает геометрическую точность.
Структурная нестабильность приводит к большому биению из-за ослабленных анкерных болтов, неровного фундамента и тепловой деформации корпуса. Эти проблемы искривляют шпиндель, выводя его из правильного положения. Необходимо надежно закрепить станок анкерными болтами и контролировать температуру.
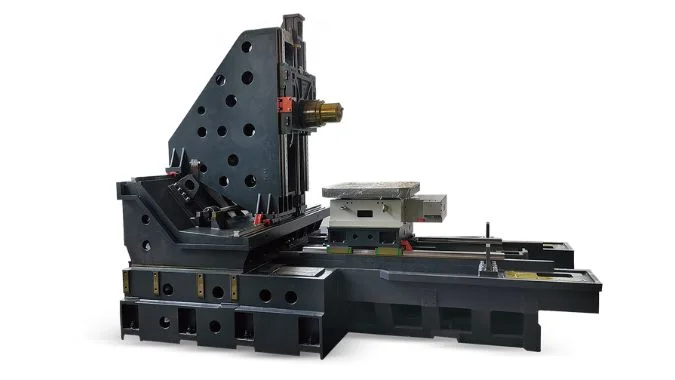
Ненадежный фундамент станка
Проверьте основание перед осмотром станка. Базовая конструкция станка удерживает все компоненты вместе. Слабый фундамент разрушает исходную траекторию вращения шпинделя. Тяжелая станина деформируется. Шпиндель отклоняется от центра. Вы получаете значительное биение. Необходимо обеспечить надежность фундамента. Проверьте крупные анкерные болты на полу. Плотно затяните каждый болт. Используйте прецизионный уровень для проверки станины станка. Неровно установленный станок деформирует тяжелую металлическую раму7. Сначала необходимо устранить деформацию станка в целом.
Контроль тепловой деформации
Необходимо контролировать тепловую деформацию. Корпус шпинделя нагревается во время работы. Неравномерный нагрев приводит к изгибу металла. Это тепловое искривление создает серьезные проблемы для прецизионных станков. Вы можете легко контролировать этот нагрев. Вы запускаете шпиндель без инструмента на тридцать минут8. Этот период прогрева доводит металл до стабильной температуры.
Финальная проверка биения
Необходимо выполнить окончательную проверку системы. Установите индикатор часового типа на шпиндель. Биение должно быть менее 0,003 мм. Запустите станок на разных скоростях. Слушайте, нет ли посторонних шумов. Используйте виброметр. Необходимо поддерживать радиальную скорость вибрации ниже 1,0 мм/с.
| Структурная проблема | Симптом на станке | Метод устранения |
|---|---|---|
| Ослабленные анкерные болты | Вибрация всей машины | Затяните напольные болты |
| Неровное основание | Искривление литья | Используйте прецизионный уровень |
| Холодный запуск шпинделя | Неравномерный изгиб металла | Выполните 30-минутный прогрев |
| Высокая вибрация | Биение > 0,003 мм | Проверьте с помощью виброметра |
Заключение
Для устранения биения шпинделя HMC необходимо отремонтировать подшипники, конусы, муфты и фундамент. Регулярное техническое обслуживание и тщательная юстировка гарантируют идеальную центровку шпинделя и высокое качество деталей.
-
"[PDF] Ресурс и номинальные нагрузки – Радиально-упорные шарикоподшипники", https://dpk3n3gg92jwt.cloudfront.net/domains/ast_units/pdf/ENB-04-0723.pdf. Справочное руководство по конструкции подшипников должно описывать выбор предварительного натяга для радиально-упорных шпиндельных подшипников и связывать величину натяга с процентом или долей от номинальной нагрузки подшипника; это подтверждает концепцию выбора размера натяга, но может не подтверждать точное значение 2–5% для всех шпиндельных узлов. Роль доказательства: механизм; тип источника: исследование. Поддерживает: Вы регулируете осевой предварительный натяг до двух-пяти процентов от номинальной динамической нагрузки. Примечание по охвату: Рекомендации по предварительному натягу зависят от расположения подшипников, скорости, смазки и тепловых условий. ↩
-
"Допуски | SKF", https://www.skf.com/us/products/rolling-bearings/principles-of-rolling-bearing-selection/general-bearing-knowledge/tolerances. Справочник по стандартам ISO или классам подшипников должен определять классы точности P4 и P2 для подшипников качения и показывать, что эти классы устанавливают более жесткие допуски на размеры и вращение, чем обычные классы; это подтверждает значение обозначения точности, а не необходимость замены во всех случаях. Роль доказательства: определение; тип источника: организация. Поддерживает: Вы приобретаете подшипники высокой точности класса P4 или P2. Примечание по охвату: Источник устанавливает классы точности подшипников, но не доказывает, что P4 или P2 необходимы для каждого шпинделя HMC. ↩
-
"Использование контрольной оправки для проверки биения шпинделя – YouTube", https://www.youtube.com/watch?v=Pepl4kIbyjM. Стандарт испытаний станков или руководство по проверке шпинделя должны указывать допустимые пределы радиального биения при измерении шпинделя с помощью контрольной оправки; это подтверждает указанный критерий 0,005 мм только в том случае, если схема измерения и класс точности станка соответствуют контексту статьи. Роль доказательства: статистика; тип источника: организация. Поддерживает: Вставив стандартную контрольную оправку в шпиндель и используя индикатор часового типа для проверки ближнего конца, вы можете убедиться, что радиальное биение остается в пределах критического значения 0,005 мм. Примечание по охвату: Пределы биения зависят от длины оправки, положения индикатора, конуса шпинделя и стандарта приемки. ↩
-
"Сравнение держателей инструментов: гайка и цанга, гидравлические… – YouTube", https://www.youtube.com/watch?v=pNIL2D3W3TY. Независимое исследование оснастки должно сравнивать значения биения для цанговых, гидравлических и термоусадочных держателей и сообщать, могут ли гидравлические или термоусадочные системы существенно уменьшить биение; это подтверждает сравнительное утверждение только в том случае, если протестированные держатели и условия резания схожи. Роль доказательства: статистика; тип источника: статья. Подтверждает: Гидравлические держатели инструментов или термоусадочные держатели уменьшают биение на величину до пятидесяти процентов.. Примечание к объему: Точный процент снижения зависит от применения и может не быть обобщен для всех типов держателей или диаметров инструментов. ↩
-
"[PDF] Анализ влияния несоосности гибких муфт – OAKTrust", https://oaktrust.library.tamu.edu/bitstream/handle/1969.1/ETD-TAMU-2010-08-8315/AVENDANO-OVALLE-THESIS.pdf?sequence=2&isAllowed=y. Источник по динамике вращающегося оборудования или станков должен объяснять, что ослабление муфты и несоосность вала создают компоненты вибрации, которые могут передаваться через трансмиссию; это подтверждает механизм передачи вибрации, но может не демонстрировать прямые измерения биения шпинделя. Роль доказательства: механизм; тип источника: статья. Подтверждает: Ослабленные приводные соединения или несоосные муфты передают разрушительные частоты непосредственно на вал шпинделя.. Примечание к объему: Доказательства могут относиться к вращающемуся оборудованию в целом, а не конкретно к шпинделям горизонтальных обрабатывающих центров (HMC). ↩
-
"[PDF] РАСЧЕТ СИЛ НЕСООСНОСТИ ВАЛОВЫХ МУФТ В…", https://oaktrust.library.tamu.edu/server/api/core/bitstreams/9f405a46-15e5-4350-ae10-026ff328cc5c/content. Справочник по прецизионной юстировке или сборке станков должен указывать типичные допуски на соосность для выравнивания двигателя и шпинделя или аналогичного выравнивания высокоскоростных валов; это подтверждает необходимость жесткой юстировки, но может не подтверждать значение 0,005 мм как универсальное. Роль доказательства: статистика; тип источника: исследование. Подтверждает: Необходимо довести отклонение соосности двигателя и шпинделя до менее 0,005 мм.. Примечание к объему: Допустимая соосность зависит от типа муфты, скорости шпинделя, конструкции подшипников и дизайна станка. ↩
-
"[PDF] Прогнозирование геометрических и тепловых ошибок станков с помощью искусственного…", https://nvlpubs.nist.gov/nistpubs/Legacy/IR/nistir5367.pdf. Источник по установке станков или геометрической точности должен объяснять, что неправильное нивелирование и поддержка фундамента могут деформировать конструкцию станка и изменить геометрическую точность; это подтверждает утверждение о структурной деформации, но может не выделять биение шпинделя как единственный результат. Роль доказательства: механизм; тип источника: правительственный документ. Подтверждает: Неровно установленный станок деформирует тяжелую металлическую станину.. Примечание к объему: Источник может обсуждать общую геометрическую погрешность, а не только биение шпинделя. ↩
-
"[PDF] ТЕПЛОВОЕ МОДЕЛИРОВАНИЕ ВЫСОКОСКОРОСТНОГО СТАНКА…", https://research.sabanciuniv.edu/32397/1/TurgutKoksalYalcin_10099905.pdf. Исследование тепловых погрешностей станка или процедура прогрева шпинделя должны показывать, что прогрев шпинделя уменьшает переходную тепловую деформацию, переводя станок в состояние теплового равновесия; это подтверждает обоснование прогрева, в то время как точная продолжительность в 30 минут остается специфичной для конкретного станка, если не указано иное. Роль доказательства: механизм; тип источника: статья. Подтверждает: Вы запускаете шпиндель без инструмента на тридцать минут, чтобы довести металл до стабильной температуры.. Примечание к объему: Время прогрева зависит от скорости шпинделя, конструкции подшипников, охлаждающей жидкости и условий окружающей среды. ↩

Крис Лу
Используя более чем десятилетний практический опыт работы в станкостроении, особенно на станках с ЧПУ, я готов помочь. Если у вас возникли вопросы, вызванные этой статьей, если вам нужно руководство по выбору подходящего оборудования (с ЧПУ или обычного), если вы изучаете индивидуальные решения по станкам или готовы обсудить покупку, не стесняйтесь, свяжитесь со мной. Давайте найдем идеальный станок для ваших нужд.