

Quali sono le cause dell'elevato runout del mandrino su una macchina HMC nuda?
La messa in servizio di un centro di lavoro orizzontale (HMC) nudo richiede una rigorosa verifica geometrica. Se durante i tagli di prova iniziali viene rilevato un'eccessiva eccentricità del mandrino, ciò indica problemi meccanici o strutturali sottostanti che devono essere diagnosticati e risolti sistematicamente prima di passare alla produzione su larga scala.
Un'elevata eccentricità del mandrino su una macchina HMC nuda deriva da cuscinetti del mandrino usurati, un foro conico danneggiato, giunti di trasmissione allentati e una base della macchina instabile. È necessario correggere questi difetti meccanici e strutturali per ottenere una rotazione perfetta del mandrino.

Isolare la causa principale dell'eccentricità del mandrino richiede un approccio diagnostico sistematico, passando dalle fondamenta strutturali esterne ai componenti interni del mandrino. La seguente analisi tecnica delinea i punti di ispezione critici e le regolazioni meccaniche necessarie per eliminare l'eccentricità e ripristinare la precisione di rotazione.
Quali giochi e difetti dei cuscinetti causano un aumento dell'eccentricità del mandrino?
Quando le letture del comparatore a quadrante mostrano una deflessione radiale incoerente o eccessiva sul naso del mandrino, il degrado interno dei cuscinetti è il primo sospettato. Mantenere una rigorosa precisione del mandrino richiede un'ispezione approfondita del sistema di cuscinetti interno per identificare usura, danni alla gabbia o impostazioni di precarico errate.
Sfere usurate, gabbie danneggiate e un precarico errato dei cuscinetti aumentano l'eccentricità del mandrino. Un gioco radiale superiore a 0,005 mm causa un'oscillazione estrema. È necessario applicare il corretto precarico assiale e utilizzare cuscinetti ad alta precisione per mantenere il mandrino perfettamente centrato.
Fasi di ispezione
I cuscinetti del mandrino sono sottoposti a carichi pesanti durante il funzionamento ad alta velocità. Le sfere metalliche si usurano nel tempo. Le gabbie si rompono. Questo danno rovina la precisione di rotazione. È necessario eseguire un'ispezione statica. Si disattiva l'alimentazione. Si ruota il mandrino a mano. Si percepisce se ci sono blocchi o resistenze irregolari. Si utilizza un comparatore a quadrante per misurare il gioco radiale. I mandrini ad alta precisione necessitano di un gioco di 0,005 mm o meno.
Calibrazione del precarico
È necessario calibrare successivamente il precarico del cuscinetto. Il precarico impedisce ai cuscinetti di muoversi. Si regola il precarico assiale al due o cinque percento del carico dinamico nominale1. Si aggiungono o si rimuovono spessori metallici per modificare questa pressione. Una volta ho visto una macchina con un'eccentricità terribile. Abbiamo riapplicato un precarico assiale di 180N. L'eccentricità è scesa immediatamente da 0,03 mm a 0,008 mm.
Sostituzione dei cuscinetti
È necessario sostituire i cuscinetti gravemente usurati. Si acquistano cuscinetti ad alta precisione di grado P4 o P22. Si sostituiscono sempre in coppia. Si pulisce completamente l'area di assemblaggio. Si riempie il nuovo cuscinetto con grasso ad alta temperatura. Si orienta l'apertura grande del cuscinetto a contatto obliquo verso la direzione di carico pesante.
| Problema del cuscinetto | Metodo di ispezione | Soluzione |
|---|---|---|
| Sfere usurate | Ruotare il mandrino manualmente | Sostituire i cuscinetti a coppie |
| Gioco eccessivo | Utilizzare un comparatore a quadrante | Aggiungere spessori per il precarico |
| Cuscinetti secchi | Controllare il grasso interno | Aggiungere grasso per alte temperature |
| Direzione errata | Controllo visivo | Orientare l'apertura ampia verso il carico |
Perché un accoppiamento conico scadente aumenta l'eccentricità dell'HMC?
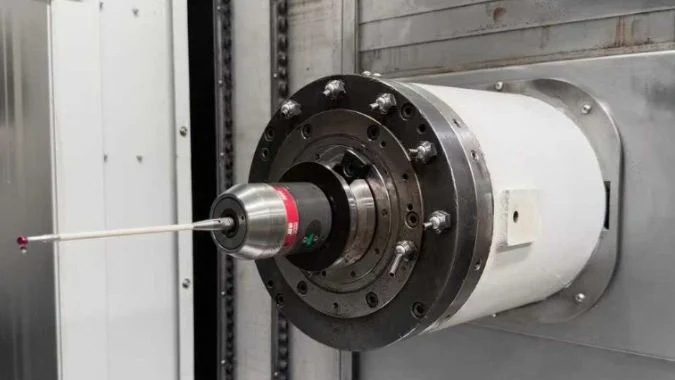
L'eccentricità dell'utensile durante il funzionamento deriva spesso da un accoppiamento conico compromesso piuttosto che dall'utensile stesso. Se il portautensile non si posiziona perfettamente lungo la linea centrale corretta a causa di usura o contaminazione, il battimento risultante rovinerà la finitura superficiale, rendendo essenziale valutare e correggere il sistema di bloccaggio.
Un accoppiamento conico scadente aumenta il battimento perché l'usura, lo sporco o ampi spazi vuoti spingono l'utensile fuori asse. L'utensile non ruota sulla linea centrale corretta. È necessario riparare l'usura del cono e pulire tutte le superfici per evitare che l'utensile vibri.
Usura del foro conico
Uno scarso bloccaggio dell'utensile è un problema comune spesso erroneamente attribuito a un guasto generale della macchina, quando la causa principale risiede frequentemente nel foro conico del mandrino. L'usura e l'accumulo di trucioli metallici compromettono l'accoppiamento di precisione; anche un minuscolo detrito può spingere il codolo dell'utensile fuori centro, portando a un grave battimento. Per risolvere questo problema, è essenziale un'attenta ispezione del foro conico. Inserendo una barra di prova standard nel mandrino e utilizzando un comparatore a quadrante per controllare l'estremità vicina, è possibile garantire che il battimento radiale rimanga entro il limite critico di 0,005 mm3.
Rettifica e riparazione
È necessario riparare immediatamente un foro conico usurato. È possibile rettificare il foro nella propria officina. Si applicano strisce di carta vetrata a un vecchio codolo dell'utensile. Si rettifica l'interno del mandrino finché il battimento non diminuisce. È necessario utilizzare la riportatura laser professionale per graffi profondi.
Portautensili migliori
Dovresti cambiare il tipo di portautensile. Le pinze elastiche causano problemi. Dovresti acquistare portautensili idraulici o calettatori termici. Questi supporti avanzati afferrano l'utensile perfettamente. Essi riducono il runout fino al cinquanta percento4. Devi pulire il foro conico prima di ogni cambio utensile. Devi usare gambi utensile spessi. Devi mantenere l'utensile corto. Un utensile corto elimina completamente le vibrazioni dannose.
| Difetto di serraggio | Risultato negativo | Azione correttiva |
|---|---|---|
| Trucioli metallici nel foro | Spinge l'utensile lateralmente | Pulire il cono prima del serraggio |
| Cono del mandrino usurato | L'utensile oscilla | Rettificare il foro conico |
| Gioco della pinza elastica | L'utensile scivola | Utilizzare portautensili idraulici |
| Sporgenza eccessiva dell'utensile | L'utensile vibra pesantemente | Utilizzare utensili corti e spessi |
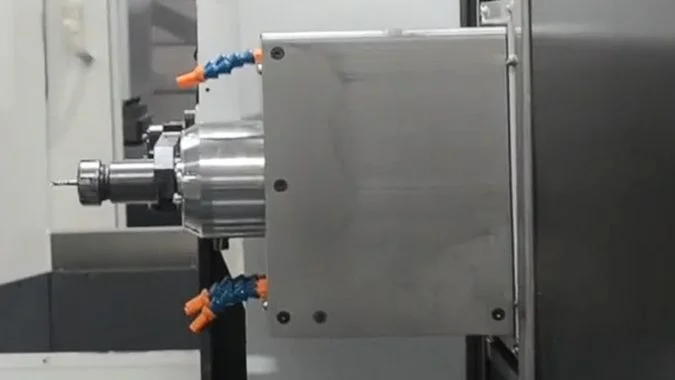
In che modo le vibrazioni dell'accoppiamento causano una grave eccentricità del mandrino?
Armoniche o vibrazioni anomale provenienti dall'alloggiamento del motore indicano frequentemente irregolarità nella trasmissione di potenza. Collegamenti dell'azionamento allentati o giunti disallineati trasmettono frequenze di disturbo direttamente nell'albero del mandrino5, richiedendo un rigoroso controllo dell'allineamento di coassialità dell'intera trasmissione.
Le vibrazioni del giunto causano oscillazioni quando bulloni allentati o un cattivo allineamento di coassialità scuotono il sistema di trasmissione della potenza. Il motore spinge le vibrazioni direttamente nell'albero del mandrino. È necessario serrare il giunto e allineare il motore con precisione.
Giunti di azionamento allentati
Il motore si collega al mandrino tramite un giunto. Questo giunto deve trasferire la potenza in modo fluido. Un giunto allentato genera vibrazioni massicce. Queste vibrazioni viaggiano direttamente nel mandrino. Causano un grave scostamento. È necessario controllare prima il giunto fisico. Osservare i bulloni del giunto. Serrarli alla coppia corretta. Il manuale solitamente richiede da quaranta a sessanta Newton-metro.
Invecchiamento del tampone di protezione
Ispezionare il tampone di protezione in gomma all'interno del giunto. Un tampone vecchio e indurito non può assorbire gli urti. Sostituire il tampone. Ruotare l'estremità del motore a mano. Verificare se c'è gioco prima che il mandrino si muova. È necessario eliminare ogni gioco in questo collegamento.
Calibrazione della coassialità
È necessario calibrare la coassialità del motore. Il centro del motore e il centro del mandrino devono formare una linea perfettamente retta. Utilizzare uno strumento di allineamento laser per controllare questa linea. Regolare la posizione del motore. È necessario portare la deviazione sotto 0,005 mm6. Una catena di trasmissione serrata interrompe completamente le vibrazioni. Un allineamento perfetto garantisce una rotazione fluida del mandrino.
| Problema di trasmissione | Strumento di test | Fase di riparazione |
|---|---|---|
| Bulloni allentati | Chiave dinamometrica | Serrare a 50 N-m |
| Tampone di protezione indurito | Ispezione visiva | Installare un nuovo tampone in gomma |
| Gioco motore | Test di rotazione manuale | Riparare il gioco del giunto |
| Allineamento motore errato | Strumento di allineamento laser | Regolare la posizione del motore |
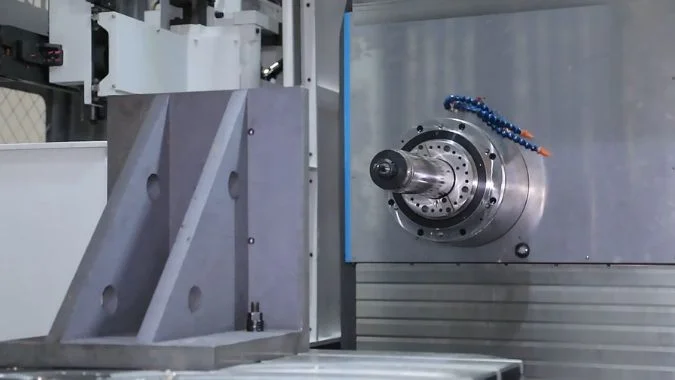
Quali instabilità strutturali portano a un'elevata eccentricità della macchina?
Un ambiente di installazione inadeguato compromette gravemente la rigidità complessiva della macchina. Senza una base perfettamente livellata e saldamente ancorata, il pesante telaio in ghisa può subire micro-torsioni, che disallineano direttamente il mandrino dal suo vero asse di rotazione e degradano la precisione geometrica.
Le instabilità strutturali portano a un elevato fuori giri dovuto a bulloni di ancoraggio allentati, una base non livellata e la deformazione termica dell'alloggiamento. Questi problemi deviano il mandrino dal suo percorso corretto. È necessario fissare saldamente la macchina e gestire il calore.
Base della macchina allentata
Controllare il suolo prima di controllare la macchina. La struttura di base della macchina tiene tutto insieme. Una base debole distrugge la traiettoria di rotazione originale del mandrino. La pesante fusione si piega. Il mandrino devia dal centro. Si ottiene un enorme fuori giri. È necessario fissare la base di installazione. Controllare i grandi bulloni di ancoraggio sul pavimento. Stringere ogni bullone saldamente. Utilizzare una livella di precisione per controllare il banco della macchina. Una macchina non livellata torce il pesante telaio metallico7. È necessario risolvere prima la deformazione dell'intera macchina.
Controllo della deformazione termica
È necessario controllare la deformazione termica. L'alloggiamento del mandrino si riscalda durante il funzionamento. Il calore non uniforme piega il metallo. Questa flessione termica crea enormi problemi per le macchine di precisione. È possibile controllare questo calore facilmente. Si far girare il mandrino senza utensile per trenta minuti8. Questo periodo di riscaldamento porta il metallo a una temperatura stabile.
Ispezione finale del fuori giri
È necessario eseguire un'ispezione finale del sistema. Posizionare un comparatore sul mandrino. Il fuori giri deve essere inferiore a 0,003 mm. Far girare la macchina a diverse velocità. Ascoltare eventuali rumori anomali. Utilizzare un vibrometro. È necessario mantenere la velocità di vibrazione radiale sotto 1,0 mm/s.
| Problema strutturale | Sintomo sulla macchina | Metodo di riparazione |
|---|---|---|
| Bulloni di ancoraggio allentati | L'intera macchina vibra | Stringere i bulloni a pavimento |
| Banco non in bolla | Distorsione della fusione | Utilizzare una livella di precisione |
| Avviamento a freddo del mandrino | Il metallo si piega in modo irregolare | Eseguire un riscaldamento di 30 minuti |
| Vibrazioni elevate | Eccentricità > 0,003 mm | Controllare con un vibrometro |
Conclusione
È necessario riparare cuscinetti, conicità, giunti e fondamenta per eliminare l'eccentricità del mandrino HMC. Una manutenzione regolare e un allineamento accurato garantiscono un mandrino perfettamente centrato e componenti di alta qualità.
-
"[PDF] Life and Load Ratings – Angular Contact Ball Bearings", https://dpk3n3gg92jwt.cloudfront.net/domains/ast_units/pdf/ENB-04-0723.pdf. Un riferimento progettuale per cuscinetti dovrebbe descrivere la selezione del precarico per i cuscinetti del mandrino a contatto obliquo e correlare l'entità del precarico a una percentuale o frazione del carico nominale del cuscinetto; ciò supporta il concetto di dimensionamento del precarico ma potrebbe non convalidare il valore esatto del 2–5% per tutti i gruppi mandrino. Ruolo della prova: meccanismo; tipo di fonte: ricerca. Supporta: Si regola il precarico assiale al due o cinque percento del carico dinamico nominale. Nota di ambito: le raccomandazioni sul precarico variano in base alla disposizione dei cuscinetti, alla velocità, alla lubrificazione e alle condizioni termiche. ↩
-
"Tolerances | SKF", https://www.skf.com/us/products/rolling-bearings/principles-of-rolling-bearing-selection/general-bearing-knowledge/tolerances. Un riferimento ISO o di classe del cuscinetto dovrebbe definire le classi di precisione P4 e P2 per i cuscinetti volventi e mostrare che queste classi specificano tolleranze dimensionali e di rotazione più strette rispetto ai gradi ordinari; ciò supporta il significato della designazione di precisione, non la necessità di sostituzione in ogni caso. Ruolo della prova: definizione; tipo di fonte: istituzione. Supporta: Si acquistano cuscinetti di grado di alta precisione P4 o P2. Nota di ambito: la fonte stabilisce i gradi di precisione dei cuscinetti ma non prova che P4 o P2 siano necessari per ogni mandrino HMC. ↩
-
"Using a Test Bar to Check Spindle Run out – YouTube", https://www.youtube.com/watch?v=Pepl4kIbyjM. Uno standard di prova per macchine utensili o una guida all'ispezione del mandrino dovrebbe specificare i limiti di eccentricità radiale ammissibili quando si misura un mandrino con una barra di prova; ciò supporta il criterio citato di 0,005 mm solo se la configurazione di misurazione e la classe di precisione della macchina corrispondono al contesto dell'articolo. Ruolo della prova: statistica; tipo di fonte: istituzione. Supporta: Inserendo una barra di prova standard nel mandrino e utilizzando un comparatore per controllare l'estremità vicina, è possibile garantire che l'eccentricità radiale rimanga entro il limite critico di 0,005 mm. Nota di ambito: i limiti di eccentricità dipendono dalla lunghezza della barra di prova, dalla posizione dell'indicatore, dalla conicità del mandrino e dallo standard di accettazione. ↩
-
"Confronto tra portautensili: dado e pinza, idraulici… – YouTube", https://www.youtube.com/watch?v=pNIL2D3W3TY. Uno studio indipendente sugli utensili dovrebbe confrontare i valori di eccentricità per pinze, portautensili idraulici e calettati e riportare se i sistemi idraulici o a calettamento possono ridurre materialmente l'eccentricità; ciò supporta l'affermazione comparativa solo se i portautensili testati e le condizioni di taglio sono simili. Ruolo dell'evidenza: statistica; tipo di fonte: documento. Supporta: I portautensili idraulici o a calettamento riducono l'eccentricità fino al cinquanta percento. Nota sullo scopo: La percentuale esatta di riduzione dipende dall'applicazione e potrebbe non essere generalizzabile a tutti i tipi di portautensili o diametri di utensile. ↩
-
"[PDF] un'analisi dell'impatto del disallineamento dell'accoppiamento flessibile – OAKTrust", https://oaktrust.library.tamu.edu/bitstream/handle/1969.1/ETD-TAMU-2010-08-8315/AVENDANO-OVALLE-THESIS.pdf?sequence=2&isAllowed=y. Una fonte sulle dinamiche dei macchinari rotanti o delle macchine utensili dovrebbe spiegare che l'allentamento del giunto e il disallineamento dell'albero introducono componenti di vibrazione che possono essere trasmesse attraverso la catena cinematica; ciò supporta il meccanismo di trasmissione delle vibrazioni ma potrebbe non mostrare misurazioni dirette dell'eccentricità del mandrino. Ruolo dell'evidenza: meccanismo; tipo di fonte: documento. Supporta: Connessioni di trasmissione allentate o giunti disallineati trasmettono frequenze di disturbo direttamente nell'albero del mandrino. Nota sullo scopo: L'evidenza potrebbe riguardare i macchinari rotanti in generale piuttosto che i mandrini HMC in modo specifico. ↩
-
"[PDF] CALCOLO DELLE FORZE DI DISALLINEAMENTO DEL GIUNTO DELL'ALBERO IN…", https://oaktrust.library.tamu.edu/server/api/core/bitstreams/9f405a46-15e5-4350-ae10-026ff328cc5c/content. Un riferimento sull'allineamento di precisione o sull'assemblaggio di macchine utensili dovrebbe indicare le tolleranze di coassialità tipiche per l'allineamento motore-mandrino o per un allineamento paragonabile di alberi ad alta velocità; ciò supporta la necessità di un allineamento rigoroso ma potrebbe non convalidare 0,005 mm come valore universale. Ruolo dell'evidenza: statistica; tipo di fonte: ricerca. Supporta: È necessario portare la deviazione di coassialità tra motore e mandrino al di sotto di 0,005 mm. Nota sullo scopo: La coassialità accettabile dipende dal tipo di giunto, dalla velocità del mandrino, dalla disposizione dei cuscinetti e dal design della macchina. ↩
-
"[PDF] Previsione degli errori geometrico-termici delle macchine utensili mediante artificiale…", https://nvlpubs.nist.gov/nistpubs/Legacy/IR/nistir5367.pdf. Una fonte sull'installazione di macchine utensili o sulla precisione geometrica dovrebbe spiegare che un livellamento improprio e un supporto inadeguato delle fondamenta possono deformare la struttura della macchina e alterare la precisione geometrica; ciò supporta l'affermazione sulla deformazione strutturale ma potrebbe non isolare l'eccentricità del mandrino come unico risultato. Ruolo dell'evidenza: meccanismo; tipo di fonte: governativa. Supporta: Una macchina non livellata distorce il telaio metallico pesante. Nota sullo scopo: La fonte potrebbe discutere l'errore geometrico complessivo piuttosto che la sola eccentricità del mandrino. ↩
-
"[PDF] MODELLAZIONE TERMICA DI MACCHINE UTENSILI AD ALTA VELOCITÀ…", https://research.sabanciuniv.edu/32397/1/TurgutKoksalYalcin_10099905.pdf. Uno studio sull'errore termico delle macchine utensili o una procedura di riscaldamento del mandrino dovrebbe dimostrare che il riscaldamento del mandrino riduce la deformazione termica transitoria portando la macchina verso l'equilibrio termico; ciò supporta la logica del riscaldamento, mentre la durata esatta di 30 minuti rimane specifica per ogni macchina a meno che non sia dichiarata direttamente. Ruolo dell'evidenza: meccanismo; tipo di fonte: documento. Supporta: Si aziona il mandrino senza utensile per trenta minuti per portare il metallo a una temperatura stabile. Nota sullo scopo: Il tempo di riscaldamento varia in base alla velocità del mandrino, al design dei cuscinetti, al refrigerante e alle condizioni ambientali. ↩

Chris Lu
Avvalendomi di oltre un decennio di esperienza pratica nel settore delle macchine utensili, in particolare con le macchine CNC, sono qui per aiutarvi. Se avete domande suscitate da questo post, se avete bisogno di una guida per la scelta dell'attrezzatura giusta (CNC o convenzionale), se state esplorando soluzioni di macchine personalizzate o se siete pronti a discutere un acquisto, non esitate a CONTATTARMI. Troviamo la macchina utensile perfetta per le vostre esigenze.