

Quelles sont les causes d'un faux-rond élevé de la broche sur une machine horizontale (HMC) nue ?
La mise en service d'un centre d'usinage horizontal (HMC) nu nécessite une vérification géométrique rigoureuse. Si un faux-rond excessif de la broche est détecté lors des tests de coupe initiaux, cela indique des problèmes mécaniques ou structurels sous-jacents qui doivent être diagnostiqués et résolus systématiquement avant de passer à une production à grande échelle.
Un faux-rond élevé de la broche sur une machine HMC nue provient de roulements de broche usés, d'un cône endommagé, d'accouplements d'entraînement desserrés et d'une fondation de machine instable. Vous devez corriger ces défauts mécaniques et structurels pour obtenir une rotation parfaite de la broche.

L'isolation de la cause profonde du faux-rond de la broche nécessite une approche diagnostique systématique, allant des fondations structurelles externes aux composants internes de la broche. La répartition technique suivante présente les points d'inspection critiques et les ajustements mécaniques nécessaires pour éliminer le faux-rond et restaurer la précision de rotation.
Quels jeux et défauts de roulements augmentent le faux-rond de la broche ?
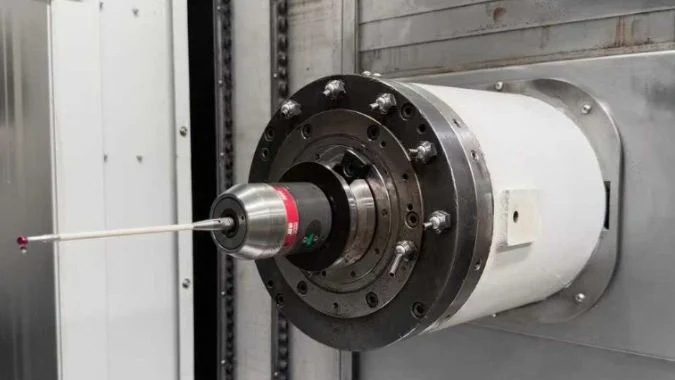
Lorsque les lectures du comparateur à cadran montrent une déviation radiale incohérente ou excessive au nez de la broche, la dégradation des roulements internes est un suspect principal. Le maintien d'une précision stricte de la broche nécessite une inspection approfondie du système de roulements interne pour identifier l'usure, les dommages de la cage ou des réglages de précharge incorrects.
Des billes usées, des cages endommagées et une précharge de roulement incorrecte augmentent le faux-rond de la broche. Un jeu radial supérieur à 0,005 mm provoque un balourd extrême. Vous devez appliquer la précharge axiale correcte et utiliser des roulements de haute précision pour maintenir la broche parfaitement centrée.
Étapes d'inspection
Les roulements de broche subissent de lourdes charges lors d'un fonctionnement à haute vitesse. Les billes métalliques s'usent avec le temps. Les cages se cassent. Ces dommages ruinent la précision de rotation. Vous devez effectuer une inspection statique. Vous coupez l'alimentation. Vous faites tourner la broche à la main. Vous vérifiez s'il y a des points durs ou une résistance inégale. Vous utilisez un comparateur à cadran pour mesurer le jeu radial. Les broches de haute précision nécessitent un jeu de 0,005 mm ou moins.
Étalonnage de la précharge
Vous devez ensuite étalonner la précharge des roulements. La précharge empêche les roulements de bouger. Vous ajustez la précharge axiale à deux ou cinq pour cent de la charge dynamique nominale1. Vous ajoutez ou retirez des cales métalliques pour modifier cette pression. J'ai déjà vu une machine avec un faux-rond terrible. Nous avons réappliqué une précharge axiale de 180 N. Le faux-rond est passé immédiatement de 0,03 mm à 0,008 mm.
Remplacement des roulements
Vous devez remplacer les roulements sévèrement usés. Vous achetez des roulements de haute précision de classe P4 ou P22. Vous les remplacez toujours par paires. Vous nettoyez complètement la zone d'assemblage. Vous graissez le nouveau roulement avec de la graisse haute température. Vous orientez la grande ouverture du roulement à contact oblique vers la direction de la charge lourde.
| Problème de roulement | Méthode d'inspection | Solution |
|---|---|---|
| Billes usées | Faire tourner la broche à la main | Remplacer les roulements par paires |
| Jeu excessif | Utiliser un comparateur à cadran | Ajouter des cales pour la précharge |
| Roulements secs | Vérifier la graisse interne | Ajouter de la graisse haute température |
| Mauvaise direction | Contrôle visuel | Orienter la grande ouverture vers la charge |
Pourquoi un mauvais ajustement du cône augmente-t-il le faux-rond d'une HMC ?
L'excentricité de l'outil pendant le fonctionnement provient souvent d'un ajustement conique compromis plutôt que de l'outil lui-même. Si le porte-outil ne se loge pas parfaitement le long de l'axe central réel en raison de l'usure ou de la contamination, le faux-rond résultant ruinera l'état de surface, ce qui rend indispensable l'évaluation et la correction du système de serrage.
Un mauvais ajustement conique augmente le faux-rond car l'usure, la saleté ou les grands espaces poussent l'outil de manière excentrique. L'outil ne tourne pas sur l'axe central réel. Vous devez réparer l'usure du cône et nettoyer toutes les surfaces pour empêcher l'outil de vibrer.
Usure de l'alésage conique
Un mauvais serrage de l'outil est un problème courant souvent attribué à tort à une défaillance générale de la machine, alors que la cause profonde réside fréquemment dans l'alésage conique de la broche. L'usure et les copeaux métalliques accumulés compromettent la précision de l'ajustement ; même un débris minuscule peut décentrer le cône de l'outil, entraînant un faux-rond important. Pour résoudre ce problème, une inspection minutieuse de l'alésage conique est essentielle. En insérant une barre de test standard dans la broche et en utilisant un comparateur à cadran pour vérifier l'extrémité proche, vous pouvez vous assurer que le faux-rond radial reste dans la limite critique de 0,005 mm3.
Rectification et réparation
Vous devez réparer immédiatement un alésage conique usé. Vous pouvez rectifier l'alésage dans votre atelier. Vous fixez des bandes de papier de verre sur un ancien cône d'outil. Vous rectifiez l'intérieur de la broche jusqu'à ce que le faux-rond diminue. Vous devez utiliser un rechargement laser professionnel pour les rayures profondes.
Meilleurs porte-outils
Vous devriez changer votre type de porte-outil. Les pinces de serrage causent des problèmes. Vous devriez acheter des porte-outils hydrauliques ou des mandrins de frettage. Ces porte-outils avancés maintiennent parfaitement l'outil. Ils réduisent le faux-rond jusqu'à cinquante pour cent4. Vous devez nettoyer le cône avant chaque changement d'outil. Vous devez utiliser des queues d'outils épaisses. Vous devez garder l'outil court. Un outil court arrête complètement les vibrations indésirables.
| Défaut de serrage | Résultat négatif | Action corrective |
|---|---|---|
| Copeaux métalliques dans le cône | Pousse l'outil latéralement | Nettoyer le cône avant le serrage |
| Cône de broche usé | L'outil oscille | Rectifier le cône |
| Jeu dans la pince de serrage | L'outil glisse | Utiliser des porte-outils hydrauliques |
| Longue sortie d'outil | L'outil vibre fortement | Utiliser des outils courts et épais |
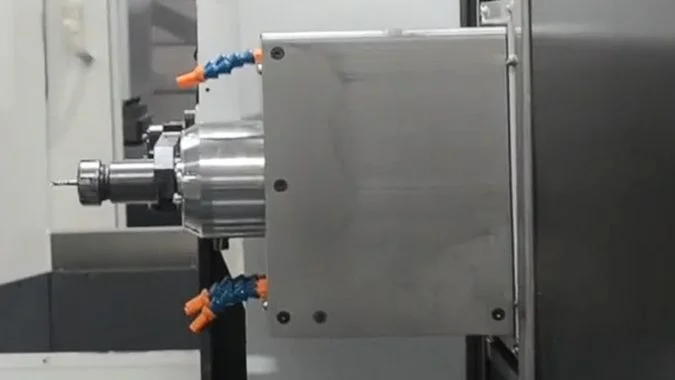
Comment les vibrations des accouplements causent-elles un faux-rond sévère de la broche ?
Des harmoniques ou vibrations anormales provenant du carter moteur indiquent fréquemment des irrégularités de transmission de puissance. Des connexions d'entraînement desserrées ou des accouplements mal alignés transmettent des fréquences perturbatrices directement dans l'arbre de la broche5, nécessitant un contrôle strict de l'alignement de coaxialité de l'ensemble de la chaîne cinématique.
Les vibrations de l'accouplement provoquent un faux-rond lorsque des boulons desserrés ou un mauvais alignement de coaxialité secouent le système de transmission de puissance. Le moteur transmet les vibrations directement dans l'arbre de la broche. Vous devez serrer l'accouplement et aligner le moteur avec précision.
Accouplements d'entraînement desserrés
Le moteur est relié à la broche par un accouplement. Cet accouplement doit transférer la puissance en douceur. Un accouplement desserré génère des vibrations massives. Cette vibration se propage directement dans la broche. Elle provoque un faux-rond important. Vous devez d'abord vérifier l'accouplement physique. Examinez les boulons de l'accouplement. Serrez-les au couple correct. Le manuel demande généralement entre quarante et soixante Newton-mètres.
Vieillissement du tampon amortisseur
Inspectez le tampon amortisseur en caoutchouc à l'intérieur de l'accouplement. Un tampon ancien et dur ne peut pas absorber les chocs. Remplacez le tampon. Faites tourner l'extrémité du moteur à la main. Vérifiez s'il y a un jeu avant que la broche ne bouge. Vous devez éliminer tout jeu dans cette connexion.
Calibrage de la coaxialité
Vous devez calibrer la coaxialité du moteur. Le centre du moteur et le centre de la broche doivent former une ligne parfaitement droite. Utilisez un outil d'alignement laser pour vérifier cette ligne. Ajustez la position du moteur. Vous devez ramener la déviation en dessous de 0,005 mm6. Une chaîne de transmission serrée arrête complètement les vibrations. Un alignement parfait garantit une rotation fluide de la broche.
| Problème de transmission | Outil de test | Étape de réparation |
|---|---|---|
| Boulons desserrés | Clé dynamométrique | Serrer à 50 N-m |
| Tampon amortisseur dur | Inspection visuelle | Installer un nouveau tampon en caoutchouc |
| Jeu du moteur | Test de rotation manuelle | Corriger le jeu de l'accouplement |
| Mauvais alignement du moteur | Outil d'alignement laser | Ajuster la position du moteur |
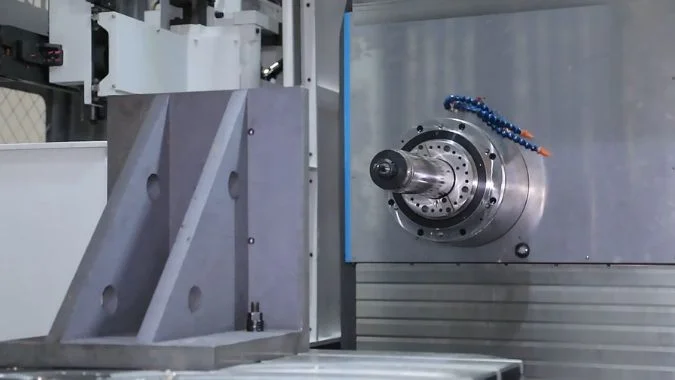
Quelles instabilités structurelles mènent à un faux-rond élevé de la machine ?
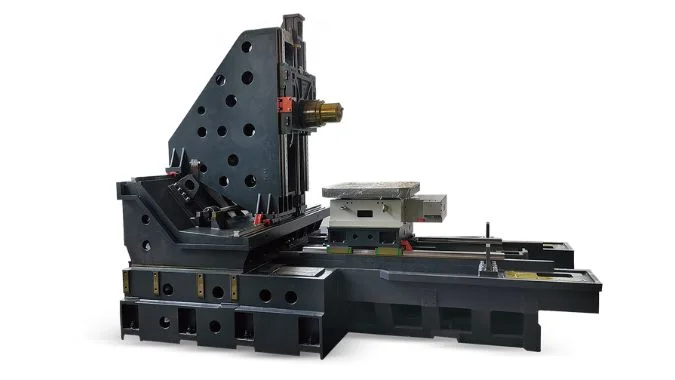
Un environnement d'installation inadapté compromet gravement la rigidité globale de la machine. Sans une base parfaitement de niveau et solidement ancrée, le lourd bâti en fonte peut subir des micro-torsions qui dévient directement la broche de son axe de rotation réel et dégradent la précision géométrique.
Les instabilités structurelles entraînent un faux-rond important dû à des boulons d'ancrage desserrés, une fondation non nivelée et une déformation thermique du carter. Ces problèmes dévient la broche de sa trajectoire réelle. Vous devez fixer fermement la machine au sol et gérer la chaleur.
Fondation de la machine desserrée
Vérifiez le sol avant de vérifier la machine. La structure de base de la machine maintient l'ensemble. Une fondation faible détruit la trajectoire de rotation initiale de la broche. Le bâti lourd se courbe. La broche dévie de son centre. Vous obtenez un faux-rond massif. Vous devez sécuriser la fondation de l'installation. Vérifiez les gros boulons d'ancrage au sol. Serrez chaque boulon fermement. Utilisez un niveau de précision pour vérifier le banc de la machine. Une machine non nivelée tord le lourd cadre métallique7. Vous devez d'abord corriger la déformation de l'ensemble de la machine.
Contrôle de la déformation thermique
Vous devez contrôler la déformation thermique. Le carter de broche chauffe pendant le fonctionnement. Une chaleur inégale courbe le métal. Cette flexion thermique crée d'énormes problèmes pour les machines de précision. Vous pouvez contrôler cette chaleur facilement. Vous faites tourner la broche sans outil pendant trente minutes8. Cette période de préchauffage amène le métal à une température stable.
Inspection finale du faux-rond
Vous devez effectuer une inspection finale du système. Placez un comparateur à cadran sur la broche. Le faux-rond doit mesurer moins de 0,003 mm. Faites fonctionner la machine à différentes vitesses. Soyez attentif aux bruits anormaux. Utilisez un vibromètre. Vous devez maintenir la vitesse de vibration radiale en dessous de 1,0 mm/s.
| Problème structurel | Symptôme sur la machine | Méthode de réparation |
|---|---|---|
| Boulons d'ancrage desserrés | Vibrations de l'ensemble de la machine | Serrer les boulons de fixation au sol |
| Banc non de niveau | Torsion de la fonderie | Utiliser un niveau de précision |
| Démarrage à froid de la broche | Le métal se plie de manière irrégulière | Effectuer une période de chauffe de 30 minutes |
| Vibrations élevées | Faux-rond > 0,003 mm | Vérifier avec un vibromètre |
Conclusion
Vous devez réparer les roulements, les cônes, les accouplements et les fondations pour éliminer le faux-rond de la broche HMC. Un entretien régulier et un alignement minutieux garantissent une broche parfaitement centrée et des pièces de haute qualité.
-
"[PDF] Durée de vie et capacités de charge – Roulements à billes à contact oblique", https://dpk3n3gg92jwt.cloudfront.net/domains/ast_units/pdf/ENB-04-0723.pdf. Une référence sur la conception des roulements doit décrire la sélection de la précharge pour les roulements de broche à contact oblique et relier l'amplitude de la précharge à un pourcentage ou une fraction de la capacité de charge du roulement ; cela soutient le concept de dimensionnement de la précharge mais peut ne pas valider la valeur exacte de 2 à 5 % pour tous les assemblages de broches. Rôle de la preuve : mécanisme ; type de source : recherche. Soutient : Vous ajustez la précharge axiale à deux ou cinq pour cent de la charge dynamique nominale. Note de portée : Les recommandations de précharge varient en fonction de l'agencement des roulements, de la vitesse, de la lubrification et des conditions thermiques. ↩
-
"Tolérances | SKF", https://www.skf.com/us/products/rolling-bearings/principles-of-rolling-bearing-selection/general-bearing-knowledge/tolerances. Une référence ISO ou de classe de roulement doit définir les classes de précision P4 et P2 pour les roulements à rouleaux et montrer que ces classes spécifient des tolérances dimensionnelles et de fonctionnement plus strictes que les grades ordinaires ; cela soutient la signification de la désignation de précision, mais pas la nécessité d'un remplacement dans tous les cas. Rôle de la preuve : définition ; type de source : institution. Soutient : Vous achetez des roulements de haute précision de grade P4 ou P2. Note de portée : La source établit les grades de précision des roulements mais ne prouve pas que le P4 ou le P2 est requis pour chaque broche HMC. ↩
-
"Utilisation d'une barre de test pour vérifier le faux-rond de la broche – YouTube", https://www.youtube.com/watch?v=Pepl4kIbyjM. Une norme d'essai pour machines-outils ou un guide d'inspection de broche doit spécifier les limites de faux-rond radial admissibles lors de la mesure d'une broche avec une barre de test ; cela ne soutient le critère cité de 0,005 mm que si la configuration de mesure et la classe de précision de la machine correspondent au contexte de l'article. Rôle de la preuve : statistique ; type de source : institution. Soutient : En insérant une barre de test standard dans la broche et en utilisant un comparateur à cadran pour vérifier l'extrémité proche, vous pouvez vous assurer que le faux-rond radial reste dans la limite critique de 0,005 mm. Note de portée : Les limites de faux-rond dépendent de la longueur de la barre de test, de la position de l'indicateur, du cône de la broche et de la norme d'acceptation. ↩
-
" Comparaison des porte-outils : écrou et pince, hydraulique… – YouTube ", https://www.youtube.com/watch?v=pNIL2D3W3TY. Une étude indépendante sur l'outillage devrait comparer les valeurs de faux-rond pour les porte-outils à pince, hydrauliques et frettés, et indiquer si les systèmes hydrauliques ou frettés peuvent réduire sensiblement le faux-rond ; cela ne soutient l'affirmation comparative que si les porte-outils testés et les conditions de coupe sont similaires. Rôle de la preuve : statistique ; type de source : document. Soutient : Les porte-outils hydrauliques ou frettés réduisent le faux-rond jusqu'à cinquante pour cent. Note de portée : Le pourcentage exact de réduction dépend de l'application et peut ne pas être généralisable à tous les types de porte-outils ou diamètres d'outils. ↩
-
" [PDF] une analyse de l'impact du désalignement des accouplements flexibles – OAKTrust ", https://oaktrust.library.tamu.edu/bitstream/handle/1969.1/ETD-TAMU-2010-08-8315/AVENDANO-OVALLE-THESIS.pdf?sequence=2&isAllowed=y. Une source sur la dynamique des machines tournantes ou des machines-outils devrait expliquer que le jeu dans les accouplements et le désalignement des arbres introduisent des composantes vibratoires qui peuvent être transmises par la chaîne cinématique ; cela soutient le mécanisme de transmission des vibrations mais peut ne pas montrer de mesures directes du faux-rond de la broche. Rôle de la preuve : mécanisme ; type de source : document. Soutient : Les connexions d'entraînement desserrées ou les accouplements désalignés transmettent des fréquences perturbatrices directement dans l'arbre de la broche. Note de portée : La preuve peut concerner les machines tournantes en général plutôt que les broches HMC spécifiquement. ↩
-
" [PDF] CALCUL DES FORCES DE DÉSALIGNEMENT DES ACCOUPLEMENTS D'ARBRE DANS… ", https://oaktrust.library.tamu.edu/server/api/core/bitstreams/9f405a46-15e5-4350-ae10-026ff328cc5c/content. Une référence sur l'alignement de précision ou l'assemblage de machines-outils devrait indiquer les tolérances de coaxialité typiques pour l'alignement moteur-broche ou l'alignement d'arbres à grande vitesse comparable ; cela justifie la nécessité d'un alignement rigoureux mais peut ne pas valider 0,005 mm comme une valeur universelle. Rôle de la preuve : statistique ; type de source : recherche. Soutient : Vous devez réduire l'écart de coaxialité moteur-broche en dessous de 0,005 mm. Note de portée : La coaxialité acceptable dépend du type d'accouplement, de la vitesse de la broche, de la disposition des roulements et de la conception de la machine. ↩
-
" [PDF] Prédiction des erreurs géométriques et thermiques des machines-outils par intelligence artificielle… ", https://nvlpubs.nist.gov/nistpubs/Legacy/IR/nistir5367.pdf. Une source sur l'installation de machines-outils ou la précision géométrique devrait expliquer qu'un nivellement et un support de fondation inadéquats peuvent déformer la structure de la machine et altérer la précision géométrique ; cela soutient l'affirmation sur la déformation structurelle mais peut ne pas isoler le faux-rond de la broche comme seul résultat. Rôle de la preuve : mécanisme ; type de source : gouvernemental. Soutient : Une machine non nivelée entraîne une torsion du châssis métallique lourd. Note de portée : La source peut traiter de l'erreur géométrique globale plutôt que du seul faux-rond de la broche. ↩
-
" [PDF] MODÉLISATION THERMIQUE D'UNE MACHINE-OUTIL À GRANDE VITESSE… ", https://research.sabanciuniv.edu/32397/1/TurgutKoksalYalcin_10099905.pdf. Une étude sur l'erreur thermique des machines-outils ou une procédure de mise en température de la broche devrait montrer que la mise en température de la broche réduit la déformation thermique transitoire en amenant la machine vers l'équilibre thermique ; cela justifie la raison d'être de la mise en température, bien que la durée exacte de 30 minutes reste spécifique à la machine sauf indication contraire. Rôle de la preuve : mécanisme ; type de source : document. Soutient : Vous faites tourner la broche sans outil pendant trente minutes pour amener le métal à une température stable. Note de portée : Le temps de mise en température varie en fonction de la vitesse de la broche, de la conception des roulements, du liquide de refroidissement et des conditions ambiantes. ↩

Chris Lu
Fort de plus d'une décennie d'expérience pratique dans l'industrie des machines-outils, en particulier des machines à commande numérique, je suis là pour vous aider. Que vous ayez des questions suscitées par cet article, que vous ayez besoin de conseils pour choisir le bon équipement (CNC ou conventionnel), que vous envisagiez des solutions de machines personnalisées ou que vous soyez prêt à discuter d'un achat, n'hésitez pas à me CONTACTER. Trouvons ensemble la machine-outil idéale pour vos besoins.