

Quais são as causas do alto batimento do fuso em uma máquina HMC sem ferramentas?
O comissionamento de um Centro de Usinagem Horizontal (HMC) básico requer uma verificação geométrica rigorosa. Se for detectado batimento excessivo do fuso durante os cortes de teste iniciais, isso indica problemas mecânicos ou estruturais subjacentes que devem ser diagnosticados e resolvidos sistematicamente antes de avançar para a produção em larga escala.
O alto batimento do fuso em uma máquina HMC básica provém de rolamentos do fuso desgastados, um furo cônico danificado, acoplamentos de acionamento soltos e uma fundação de máquina instável. Você deve corrigir essas falhas mecânicas e estruturais para obter uma rotação perfeita do fuso.

Isolar a causa raiz do batimento do fuso requer uma abordagem de diagnóstico sistemática, movendo-se das fundações estruturais externas até os componentes internos do fuso. O detalhamento técnico a seguir descreve os pontos de inspeção críticos e os ajustes mecânicos necessários para eliminar o batimento e restaurar a precisão rotacional.
Quais folgas e falhas nos rolamentos aumentam o batimento do fuso?
Quando as leituras do relógio comparador mostram deflexão radial inconsistente ou excessiva no nariz do fuso, a degradação interna dos rolamentos é a principal suspeita. Manter uma precisão rigorosa do fuso exige uma inspeção completa do sistema interno de rolamentos para identificar desgaste, danos na gaiola ou configurações de pré-carga inadequadas.
Esferas desgastadas, gaiolas danificadas e pré-carga de rolamento incorreta aumentam o batimento do fuso. Uma folga radial acima de 0,005 mm causa oscilação extrema. Você deve aplicar a pré-carga axial correta e usar rolamentos de alta precisão para manter o fuso perfeitamente centralizado.
Etapas de inspeção
Os rolamentos do fuso suportam cargas pesadas durante a operação em alta velocidade. As esferas metálicas desgastam-se com o tempo. As gaiolas quebram. Esse dano arruína a precisão rotacional. Você deve realizar uma inspeção estática. Desligue a energia. Gire o fuso manualmente. Sinta se há aderência ou resistência irregular. Use um relógio comparador para medir a folga radial. Fusos de alta precisão precisam de uma folga de 0,005 mm ou menos.
Calibração da pré-carga
Em seguida, você deve calibrar a pré-carga do rolamento. A pré-carga impede que os rolamentos se movam. Você ajusta a pré-carga axial para dois ou cinco por cento da carga dinâmica nominal1. Você adiciona ou remove calços metálicos para alterar essa pressão. Certa vez, vi uma máquina com um batimento terrível. Reaplicamos uma pré-carga axial de 180N. O batimento caiu de 0,03 mm para 0,008 mm imediatamente.
Substituição de rolamentos
Você deve substituir rolamentos severamente desgastados. Você compra rolamentos de alta precisão de grau P4 ou P22. Você sempre os substitui aos pares. Limpe completamente a área de montagem. Preencha o novo rolamento com graxa de alta temperatura. Aponte a abertura maior do rolamento de contato angular na direção da carga pesada.
| Problema de rolamento | Método de inspeção | Solução |
|---|---|---|
| Esferas desgastadas | Girar o fuso manualmente | Substituir rolamentos aos pares |
| Folga excessiva | Usar relógio comparador | Adicionar calços para pré-carga |
| Rolamentos secos | Verificar lubrificação interna | Adicionar graxa de alta temperatura |
| Direção incorreta | Inspeção visual | Apontar a abertura maior para a carga |
Por que um ajuste cônico deficiente aumenta o batimento do HMC?
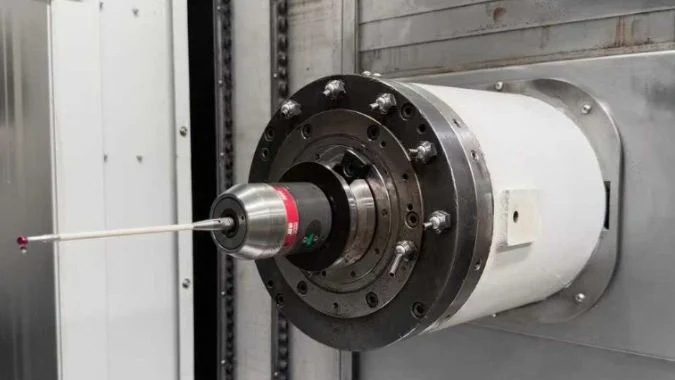
A excentricidade da ferramenta durante a operação geralmente decorre de um ajuste cônico comprometido, e não da ferramenta em si. Se o suporte da ferramenta não se assentar perfeitamente ao longo da linha central real devido a desgaste ou contaminação, o desvio resultante arruinará o acabamento superficial, tornando essencial avaliar e corrigir o sistema de fixação.
Um ajuste cônico inadequado aumenta o desvio porque desgaste, sujeira ou grandes folgas empurram a ferramenta para uma posição excêntrica. A ferramenta não gira sobre a linha central real. Você deve reparar o desgaste do cone e limpar todas as superfícies para impedir que a ferramenta trepide.
Desgaste do furo cônico
A fixação inadequada da ferramenta é um problema comum frequentemente atribuído a falhas gerais da máquina, quando a causa raiz reside frequentemente no furo cônico do fuso. O desgaste e o acúmulo de cavalhos metálicos comprometem o ajuste de precisão; mesmo um minúsculo pedaço de detrito pode tirar a haste da ferramenta do centro, levando a um desvio severo. Para resolver isso, é essencial uma inspeção cuidadosa do furo cônico. Ao inserir uma barra de teste padrão no fuso e usar um relógio comparador para verificar a extremidade próxima, você pode garantir que o desvio radial permaneça dentro do limite crítico de 0,005 mm3.
Retificação e Reparo
Você deve reparar um furo cônico desgastado imediatamente. Você pode retificar o furo em sua oficina. Você prende tiras de lixa a uma haste de ferramenta antiga. Você retifica o interior do fuso até que o desvio diminua. Você deve usar revestimento a laser profissional para arranhões profundos.
Suportes de ferramentas melhores
Você deve mudar o seu tipo de suporte de ferramenta. Pinças de mola causam problemas. Você deve comprar suportes de ferramentas hidráulicos ou suportes por contração térmica. Estes suportes avançados prendem a ferramenta perfeitamente. Eles reduzem o batimento em até cinquenta por cento4. Você deve limpar o furo cônico antes de cada troca de ferramenta. Você deve usar hastes de ferramenta espessas. Você deve manter a ferramenta curta. Uma ferramenta curta interrompe completamente vibrações ruins.
| Defeito de fixação | Resultado negativo | Ação corretiva |
|---|---|---|
| Cavacos de metal no furo | Empurra a ferramenta lateralmente | Limpe o cone antes de fixar |
| Cone do fuso desgastado | A ferramenta oscila | Retifique o furo cônico |
| Folga na pinça de mola | A ferramenta desliza | Use suportes hidráulicos |
| Saliência longa da ferramenta | A ferramenta vibra intensamente | Use ferramentas curtas e espessas |
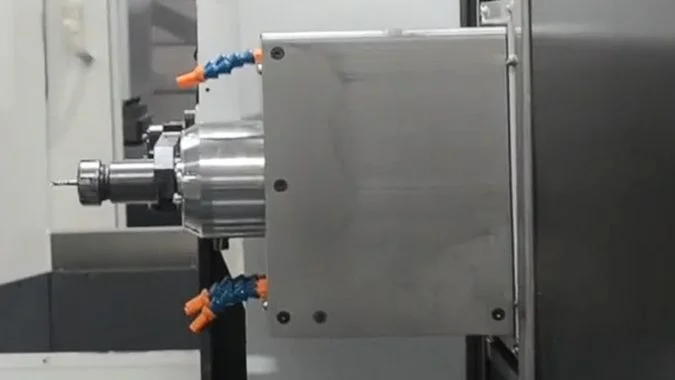
Como as vibrações do acoplamento causam batimento severo do fuso?
Harmônicos ou vibrações anormais originados da carcaça do motor frequentemente indicam irregularidades na transmissão de energia. Conexões de acionamento soltas ou acoplamentos desalinhados transmitem frequências disruptivas diretamente para o eixo do fuso5, exigindo uma verificação rigorosa de alinhamento de coaxialidade de todo o trem de acionamento.
As vibrações do acoplamento causam excentricidade quando parafusos soltos ou um alinhamento de coaxialidade ruim agitam o sistema de transmissão de energia. O motor empurra a vibração diretamente para o eixo do fuso. Você deve apertar o acoplamento e alinhar o motor com precisão.
Acoplamentos de Acionamento Soltos
O motor conecta-se ao fuso com um acoplamento. Este acoplamento deve transferir a potência suavemente. Um acoplamento solto gera vibração massiva. Esta vibração viaja diretamente para o fuso. Isso causa excentricidade severa. Você deve verificar primeiro o acoplamento físico. Observe os parafusos do acoplamento. Aperte-os com o torque correto. O manual geralmente solicita de quarenta a sessenta Newton-metros.
Envelhecimento da Almofada Amortecedora
Você inspeciona a almofada amortecedora de borracha dentro do acoplamento. Uma almofada velha e endurecida não consegue absorver choques. Você substitui a almofada. Gire a extremidade do motor manualmente. Sinta se há folga antes que o fuso se mova. Você deve eliminar toda a folga nesta conexão.
Calibração de Coaxialidade
Você deve calibrar a coaxialidade do motor. O centro do motor e o centro do fuso devem formar uma linha perfeitamente reta. Você usa uma ferramenta de alinhamento a laser para verificar esta linha. Você ajusta a posição do motor. Você deve manter o desvio abaixo de 0,005 mm6. Uma corrente de transmissão justa interrompe a vibração completamente. O alinhamento perfeito garante um fuso girando suavemente.
| Problema de Transmissão | Ferramenta de Teste | Etapa de Reparo |
|---|---|---|
| Parafusos soltos | Torquímetro | Apertar a 50 N-m |
| Almofada amortecedora endurecida | Inspeção visual | Instalar nova almofada de borracha |
| Folga do motor | Teste de rotação manual | Corrigir folga do acoplamento |
| Alinhamento incorreto do motor | Ferramenta de alinhamento a laser | Ajustar posição do motor |
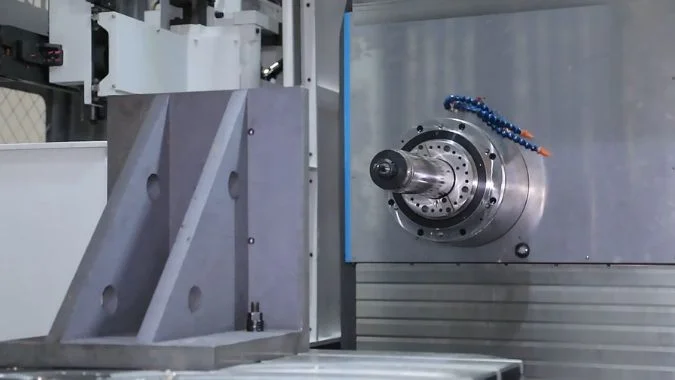
Quais instabilidades estruturais levam ao alto batimento da máquina?
Um ambiente de instalação inadequado compromete severamente a rigidez geral da máquina. Sem uma base perfeitamente nivelada e fixada com segurança, a estrutura pesada de ferro fundido pode sofrer microtorções, o que desvia diretamente o fuso de seu eixo de rotação real e degrada a precisão geométrica.
Instabilidades estruturais levam a uma alta excentricidade devido a parafusos de ancoragem soltos, uma base desnivelada e deformação térmica da carcaça. Esses problemas desviam o fuso de sua trajetória real. É necessário fixar a máquina firmemente e controlar o calor.
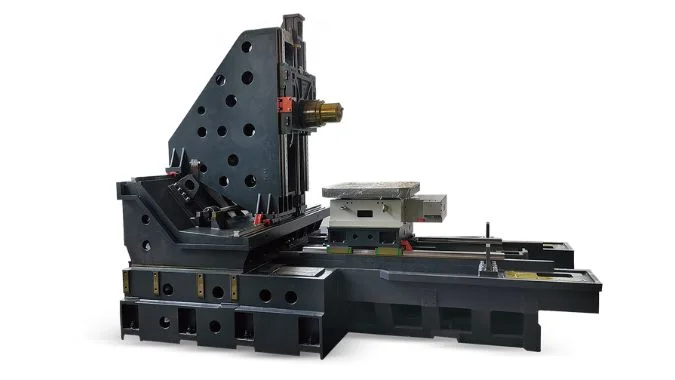
Base da máquina solta
Verifique o solo antes de verificar a máquina. A estrutura básica da máquina mantém tudo unido. Uma base fraca destrói a trajetória de rotação original do fuso. A fundição pesada se curva. O fuso desvia do centro. Você obtém uma excentricidade massiva. Você deve fixar a base de instalação. Verifique os grandes parafusos de ancoragem no piso. Aperte cada parafuso firmemente. Use um nível de precisão para verificar o leito da máquina. Uma máquina desnivelada torce a estrutura metálica pesada7. Você deve corrigir a deformação de toda a máquina primeiro.
Controle de deformação térmica
Você deve controlar a deformação térmica. A carcaça do fuso aquece durante a operação. O calor desigual curva o metal. Essa curvatura térmica cria grandes problemas para máquinas de precisão. Você pode controlar esse calor facilmente. Você opere o fuso sem ferramenta por trinta minutos8. Este período de aquecimento traz o metal a uma temperatura estável.
Inspeção final de excentricidade
Você deve realizar uma inspeção final do sistema. Coloque um relógio comparador no fuso. A excentricidade deve medir menos de 0,003 mm. Opere a máquina em diferentes velocidades. Escute ruídos anormais. Use um medidor de vibração. Você deve manter a velocidade de vibração radial abaixo de 1,0 mm/s.
| Problema estrutural | Sintoma na máquina | Método de correção |
|---|---|---|
| Parafusos de ancoragem soltos | A máquina inteira vibra | Aperte os parafusos do piso |
| Base desnivelada | Distorções na fundição | Use um nível de precisão |
| Partida do fuso a frio | O metal dobra de forma desigual | Realize um aquecimento de 30 minutos |
| Alta vibração | Excentricidade > 0,003 mm | Verifique com um medidor de vibração |
Conclusão
Você deve reparar rolamentos, cones, acoplamentos e fundações para eliminar a excentricidade do fuso HMC. A manutenção regular e o alinhamento cuidadoso garantem um fuso perfeitamente centralizado e peças de alta qualidade.
-
"[PDF] Vida útil e classificações de carga – Rolamentos de esferas de contato angular", https://dpk3n3gg92jwt.cloudfront.net/domains/ast_units/pdf/ENB-04-0723.pdf. Uma referência de projeto de rolamentos deve descrever a seleção de pré-carga para rolamentos de fuso de contato angular e relacionar a magnitude da pré-carga a uma porcentagem ou fração da classificação de carga do rolamento; isso apoia o conceito de dimensionamento da pré-carga, mas pode não validar o valor exato de 2–5% para todos os conjuntos de fuso. Papel da evidência: mecanismo; tipo de fonte: pesquisa. Apoia: Você ajusta a pré-carga axial para dois ou cinco por cento da carga dinâmica nominal. Nota de escopo: As recomendações de pré-carga variam de acordo com o arranjo do rolamento, velocidade, lubrificação e condições térmicas. ↩
-
"Tolerâncias | SKF", https://www.skf.com/us/products/rolling-bearings/principles-of-rolling-bearing-selection/general-bearing-knowledge/tolerances. Uma referência ISO ou de classe de rolamento deve definir as classes de precisão P4 e P2 para rolamentos e mostrar que essas classes especificam tolerâncias dimensionais e de funcionamento mais rigorosas do que as classes comuns; isso apoia o significado da designação de precisão, não a necessidade de substituição em todos os casos. Papel da evidência: definição; tipo de fonte: instituição. Apoia: Você compra rolamentos de alta precisão de grau P4 ou P2. Nota de escopo: A fonte estabelece graus de precisão de rolamento, mas não prova que P4 ou P2 são necessários para todos os fusos HMC. ↩
-
"Usando uma barra de teste para verificar a excentricidade do fuso – YouTube", https://www.youtube.com/watch?v=Pepl4kIbyjM. Um padrão de teste de máquina-ferramenta ou guia de inspeção de fuso deve especificar os limites de excentricidade radial admissíveis ao medir um fuso com uma barra de teste; isso apoia o critério de 0,005 mm citado apenas se a configuração da medição e a classe de precisão da máquina corresponderem ao contexto do artigo. Papel da evidência: estatística; tipo de fonte: instituição. Apoia: Ao inserir uma barra de teste padrão no fuso e usar um indicador de discagem para verificar a extremidade próxima, você pode garantir que a excentricidade radial permaneça dentro do limite crítico de 0,005 mm. Nota de escopo: Os limites de excentricidade dependem do comprimento da barra de teste, da posição do indicador, do cone do fuso e do padrão de aceitação. ↩
-
"Comparando suportes de ferramentas: Porca e pinça, hidráulico ... – YouTube", https://www.youtube.com/watch?v=pNIL2D3W3TY. Um estudo independente de ferramental deve comparar os valores de batimento (runout) para suportes de pinça, hidráulicos e de contração térmica (shrink-fit) e relatar se os sistemas hidráulicos ou de contração térmica podem reduzir materialmente o batimento; isso sustenta a afirmação comparativa apenas se os suportes testados e as condições de corte forem semelhantes. Função da evidência: estatística; tipo de fonte: artigo. Suporta: Suportes de ferramentas hidráulicos ou de contração térmica reduzem o batimento em até cinquenta por cento.. Nota de escopo: A redução percentual exata depende da aplicação e pode não ser generalizável para todos os tipos de suporte ou diâmetros de ferramenta. ↩
-
"[PDF] uma análise do impacto do desalinhamento de acoplamento flexível – OAKTrust", https://oaktrust.library.tamu.edu/bitstream/handle/1969.1/ETD-TAMU-2010-08-8315/AVENDANO-OVALLE-THESIS.pdf?sequence=2&isAllowed=y. Uma fonte de dinâmica de máquinas rotativas ou máquinas-ferramenta deve explicar que a folga do acoplamento e o desalinhamento do eixo introduzem componentes de vibração que podem ser transmitidos através da transmissão; isso sustenta o mecanismo de transmissão de vibração, mas pode não mostrar medições diretas de batimento do fuso. Função da evidência: mecanismo; tipo de fonte: artigo. Suporta: Conexões de transmissão frouxas ou acoplamentos desalinhados transmitem frequências disruptivas diretamente para o eixo do fuso.. Nota de escopo: A evidência pode tratar de máquinas rotativas em geral, em vez de fusos de HMC especificamente. ↩
-
"[PDF] CALCULANDO FORÇAS DE DESALINHAMENTO DE ACOPLAMENTO DE EIXO EM ...", https://oaktrust.library.tamu.edu/server/api/core/bitstreams/9f405a46-15e5-4350-ae10-026ff328cc5c/content. Uma referência de alinhamento de precisão ou montagem de máquina-ferramenta deve declarar tolerâncias de coaxialidade típicas para alinhamento motor-fuso ou alinhamento de eixo de alta velocidade comparável; isso sustenta a necessidade de um alinhamento preciso, mas pode não validar 0,005 mm como universal. Função da evidência: estatística; tipo de fonte: pesquisa. Suporta: Você deve trazer o desvio de coaxialidade do motor para o fuso para menos de 0,005 mm.. Nota de escopo: A coaxialidade aceitável depende do tipo de acoplamento, velocidade do fuso, arranjo do rolamento e projeto da máquina. ↩
-
"[PDF] Predição de erros geométricos-térmicos de máquinas-ferramenta por artificial ...", https://nvlpubs.nist.gov/nistpubs/Legacy/IR/nistir5367.pdf. Uma fonte de instalação de máquina-ferramenta ou precisão geométrica deve explicar que o nivelamento inadequado e o suporte da fundação podem deformar a estrutura da máquina e alterar a precisão geométrica; isso sustenta a alegação de deformação estrutural, mas pode não isolar o batimento do fuso como o único resultado. Função da evidência: mecanismo; tipo de fonte: governo. Suporta: Uma máquina não nivelada torce a estrutura de metal pesado.. Nota de escopo: A fonte pode discutir o erro geométrico geral em vez do batimento do fuso isoladamente. ↩
-
"[PDF] MODELAGEM TÉRMICA DE MÁQUINA-FERRAMENTA DE ALTA VELOCIDADE ...", https://research.sabanciuniv.edu/32397/1/TurgutKoksalYalcin_10099905.pdf. Um estudo de erro térmico de máquina-ferramenta ou procedimento de aquecimento do fuso deve mostrar que o aquecimento do fuso reduz a deformação térmica transitória ao mover a máquina em direção ao equilíbrio térmico; isso sustenta a justificativa para o aquecimento, enquanto a duração exata de 30 minutos permanece específica para a máquina, a menos que declarado diretamente. Função da evidência: mecanismo; tipo de fonte: artigo. Suporta: Você opera o fuso sem ferramenta por trinta minutos para levar o metal a uma temperatura estável.. Nota de escopo: O tempo de aquecimento varia com a velocidade do fuso, projeto do rolamento, refrigerante e condições ambientes. ↩

Chris Lu
Aproveitando mais de uma década de experiência prática na indústria de máquinas-ferramenta, particularmente com máquinas CNC, estou aqui para ajudar. Se tiver dúvidas suscitadas por este post, se precisar de orientação para selecionar o equipamento certo (CNC ou convencional), se estiver a explorar soluções de máquinas personalizadas ou se estiver pronto para discutir uma compra, não hesite em CONTACTAR-ME. Vamos encontrar a máquina-ferramenta perfeita para as suas necessidades.