

Wat zijn de oorzaken van een hoge asloop bij een HMC-basismachine?
Het inbedrijfstellen van een kaal horizontaal bewerkingscentrum (HMC) vereist een rigoureuze geometrische verificatie. Als er tijdens de eerste testsnedes een overmatige slingering van de spil wordt gedetecteerd, wijst dit op onderliggende mechanische of structurele problemen die systematisch moeten worden gediagnosticeerd en opgelost voordat met de volledige productie wordt begonnen.
Een hoge spilslingering bij een kale HMC-machine komt voort uit versleten spillagers, een beschadigde conusopening, losse aandrijfkoppelingen en een onstabiele machinefundering. U moet deze mechanische en structurele gebreken verhelpen om een perfecte spilrotatie te bereiken.

Het isoleren van de hoofdoorzaak van spilslingering vereist een systematische diagnostische aanpak, waarbij men van de externe structurele fundamenten naar de interne spilcomponenten werkt. De volgende technische uitsplitsing schetst de kritieke inspectiepunten en mechanische aanpassingen die nodig zijn om slingering te elimineren en rotatieprecisie te herstellen.
Welke lagerspelingen en defecten veroorzaken spilslingering?
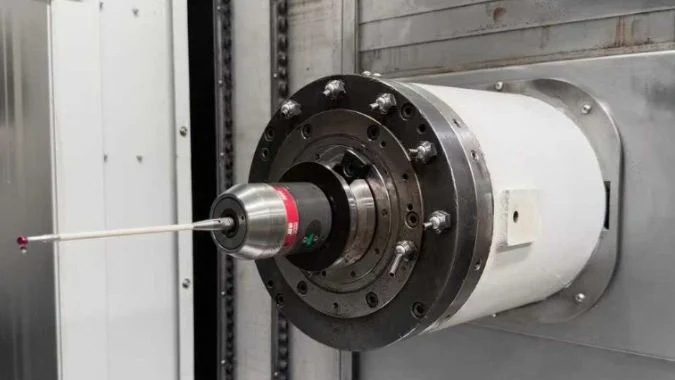
Wanneer meetwaarden van de meetklok inconsistente of overmatige radiale doorbuiging bij de spilneus tonen, is degradatie van de interne lagers een primaire verdachte. Het handhaven van een strikte spilprecisie vereist een grondige inspectie van het interne lagersysteem om slijtage, kooischade of onjuiste voorspanningsinstellingen te identificeren.
Versleten kogels, beschadigde kooien en een onjuiste lagervoorspanning verhogen de spilslingering. Een radiale speling van meer dan 0,005 mm veroorzaakt extreme wiebeling. U moet de juiste axiale voorspanning toepassen en lagers met hoge precisie gebruiken om de spil perfect gecentreerd te houden.
Inspectiestappen
Spillagers worden zwaar belast tijdens gebruik op hoge snelheid. De metalen kogels slijten na verloop van tijd. De kooien breken. Deze schade vernietigt de rotatieprecisie. U moet een statische inspectie uitvoeren. U schakelt de stroom uit. U draait de spil met de hand. U voelt of er sprake is van vastlopen of ongelijkmatige weerstand. U gebruikt een meetklok om de radiale speling te meten. Spillen met hoge precisie hebben een speling van 0,005 mm of minder nodig.
Kalibratie van voorspanning
Vervolgens moet u de lagervoorspanning kalibreren. Voorspanning voorkomt dat de lagers bewegen. U stelt de axiale voorspanning in op twee of vijf procent van de nominale dynamische belasting1. U voegt metalen vulringen toe of verwijdert ze om deze druk te veranderen. Ik zag ooit een machine met een vreselijke slingering. We hebben opnieuw een axiale voorspanning van 180N aangebracht. De slingering daalde onmiddellijk van 0,03 mm naar 0,008 mm.
Vervanging van lagers
U moet ernstig versleten lagers vervangen. U koopt hoogwaardige lagers van P4- of P2-klasse2. U vervangt ze altijd in paren. U maakt de montageruimte volledig schoon. U vult het nieuwe lager met vet voor hoge temperaturen. U richt de grote opening van het hoekcontactlager naar de richting van de zware belasting.
| Lagerprobleem | Inspectiemethode | Oplossing |
|---|---|---|
| Versleten kogels | Spindel handmatig draaien | Lagers per paar vervangen |
| Losse speling | Gebruik een meetklok | Vulringen toevoegen voor voorspanning |
| Droge lagers | Controleer intern vet | Voeg vet voor hoge temperaturen toe |
| Verkeerde richting | Visuele controle | Richt de grote opening naar de belasting |
Waarom leidt een slechte conuspassing tot meer HMC-slingering?
Excentriciteit van het gereedschap tijdens bedrijf komt vaak voort uit een aangetaste conische passing in plaats van het gereedschap zelf. Als de gereedschapshouder niet perfect op de juiste hartlijn aansluit door slijtage of vervuiling, zal de resulterende slingering de oppervlakteafwerking verpesten, waardoor het essentieel is om het klemsysteem te evalueren en te corrigeren.
Een slechte conische passing vergroot de slingering omdat slijtage, vuil of grote openingen het gereedschap excentrisch duwen. Het gereedschap draait niet op de juiste hartlijn. U moet conusslijtage herstellen en alle oppervlakken reinigen om te voorkomen dat het gereedschap gaat trillen.
Slijtage van de conische boring
Slechte gereedschapsklemming is een veelvoorkomend probleem dat vaak onterecht wordt toegeschreven aan een algemene machinefout, terwijl de hoofdoorzaak vaak in de spindelconus ligt. Slijtage en opgehoopte metaalspanen tasten de nauwkeurige passing aan; zelfs een minuscuul stukje vuil kan de gereedschapsschacht uit het midden duwen, wat leidt tot ernstige slingering. Om dit op te lossen is een zorgvuldige inspectie van de conische boring essentieel. Door een standaard teststaaf in de spindel te steken en met een meetklok het nabije uiteinde te controleren, kunt u ervoor zorgen dat radiale slingering binnen de kritieke limiet van 0,005 mm blijft3.
Slijpen en reparatie
U moet een versleten conische boring onmiddellijk repareren. U kunt de boring in uw werkplaats slijpen. U bevestigt schuurlinnenstrips op een oude gereedschapsschacht. U slijpt de binnenkant van de spindel totdat de slingering afneemt. Voor diepe krassen moet u professionele lasercladding gebruiken.
Betere gereedschapshouders
U dient uw type gereedschapshouder te wijzigen. Veerhouders veroorzaken problemen. U dient hydraulische gereedschapshouders of krimp-gereedschapshouders aan te schaffen. Deze geavanceerde houders grijpen het gereedschap perfect vast. Zij verminderen de slingering met maximaal vijftig procent4. U moet het conische gat vóór elke gereedschapswissel reinigen. U moet dikke gereedschapsschachten gebruiken. U moet het gereedschap kort houden. Een kort gereedschap stopt slechte trillingen volledig.
| Opspanningdefect | Negatief resultaat | Corrigerende maatregel |
|---|---|---|
| Metaalsplinters in het gat | Duwt het gereedschap opzij | Reinig de conus voor het opspannen |
| Versleten spilconus | Gereedschap wiebelt | Slijp het conische gat |
| Spleet in veerhouder | Gereedschap slipt | Gebruik hydraulische houders |
| Lange uitsteeklengte van het gereedschap | Gereedschap trilt hevig | Gebruik korte, dikke gereedschappen |
Hoe veroorzaken koppelingsvibraties ernstige spilslingering?
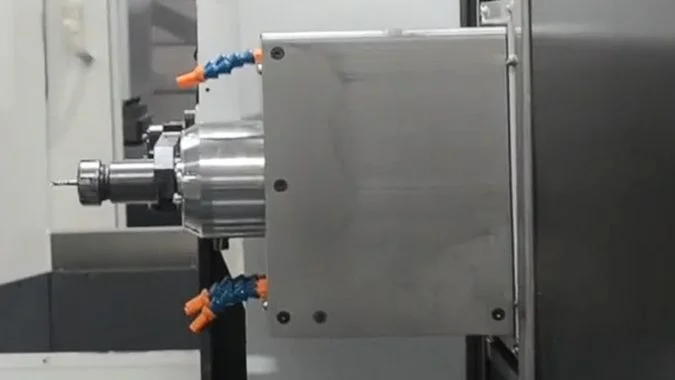
Abnormale harmonischen of trillingen die voortkomen uit het motorhuis duiden vaak op onregelmatigheden in de krachtoverbrenging. Losse aandrijfverbindingen of niet goed uitgelijnde koppelingen brengen storende frequenties rechtstreeks over op de spilas5, wat een strikte controle op coaxiale uitlijning van de gehele aandrijflijn vereist.
Trillingen in de koppeling veroorzaken slingering wanneer losse bouten of een slechte coaxiale uitlijning het transmissiesysteem doen schudden. De motor brengt trillingen rechtstreeks over op de spilas. U moet de koppeling vastdraaien en de motor nauwkeurig uitlijnen.
Losse aandrijfkoppelingen
De motor is met een koppeling verbonden aan de spil. Deze koppeling moet het vermogen soepel overbrengen. Een losse koppeling veroorzaakt enorme trillingen. Deze trillingen reizen direct naar de spil. Dit veroorzaakt ernstige slingering. U moet eerst de fysieke koppeling controleren. Inspecteer de koppelingsbouten. Draai ze vast met het juiste koppel. De handleiding vraagt doorgaans om veertig tot zestig Newtonmeter.
Veroudering van het bufferkussen
Inspecteer het rubberen bufferkussen in de koppeling. Een oud, hard kussen kan schokken niet opvangen. Vervang het kussen. Draai het uiteinde van de motor met de hand rond. Voel of er speling is voordat de spil beweegt. U moet alle speling in deze verbinding elimineren.
Kalibratie van de coaxialiteit
U moet de coaxialiteit van de motor kalibreren. Het midden van de motor en het midden van de spil moeten een perfect rechte lijn vormen. Gebruik een laseraanlijntool om deze lijn te controleren. Pas de positie van de motor aan. U moet de afwijking onder de 0,005 mm brengen6. Een strakke transmissieketting stopt trillingen volledig. Een perfecte uitlijning garandeert een soepel draaiende spil.
| Transmissieprobleem | Testtool | Reparatiestap |
|---|---|---|
| Losse bouten | Momentsleutel | Vastdraaien tot 50 N-m |
| Hard bufferkussen | Visuele inspectie | Nieuw rubberen kussen installeren |
| Motorspleet | Handmatige rotatietest | Speling in koppeling verhelpen |
| Slechte motoruitlijning | Laseruitlijningsgereedschap | Motorpositie aanpassen |
Welke structurele instabiliteiten leiden tot een hoge machineslingering?
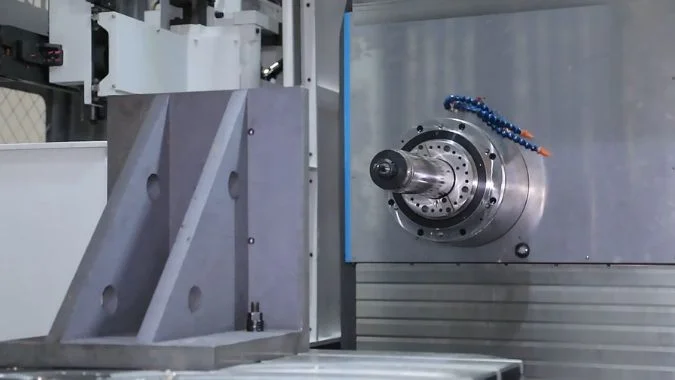
Een inadequate installatieomgeving brengt de algehele stijfheid van de machine ernstig in gevaar. Zonder een perfect vlakke en stevig verankerde fundering kan het zware gietijzeren frame micro-vervormingen ondergaan, wat de spil direct uit zijn ware rotatieas brengt en de geometrische nauwkeurigheid vermindert.
Structurele instabiliteit leidt tot een hoge slingering door losse ankerbouten, een niet-vlakke fundering en thermische vervorming van de behuizing. Deze problemen buigen de spil uit zijn ware pad. U moet de machine stevig vastbouten en warmte beheersen.
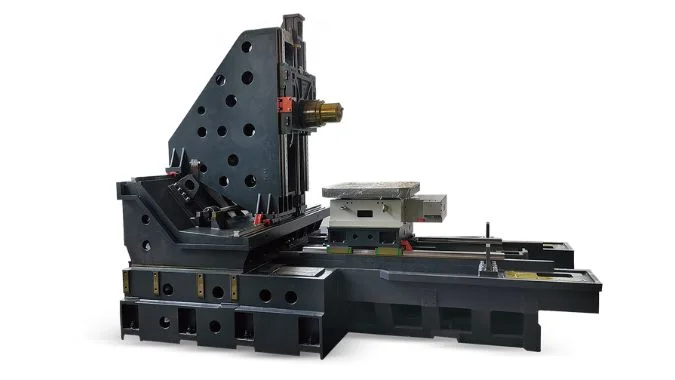
Losse machinefundering
Controleer de ondergrond voordat u de machine controleert. De basisconstructie van de machine houdt alles bij elkaar. Een zwakke fundering vernietigt het oorspronkelijke rotatietraject van de spil. Het zware gietstuk buigt. De spil wijkt af van het midden. U krijgt een enorme slingering. U moet de installatiefundering beveiligen. Controleer de grote ankerbouten op de vloer. Draai elke bout stevig aan. Gebruik een precisiewaterpas om het machinebed te controleren. Een niet-vlakke machine doet het zware metalen frame torderen7. U moet eerst de vervorming van de gehele machine verhelpen.
Beheersing van thermische vervorming
U moet de thermische vervorming beheersen. De spilbehuizing wordt heet tijdens bedrijf. Ongelijke hitte buigt het metaal. Deze thermische buiging creëert grote problemen voor precisiemachines. U kunt deze hitte eenvoudig beheersen. U laat de spil dertig minuten zonder gereedschap draaien8. Deze opwarmperiode brengt het metaal naar een stabiele temperatuur.
Laatste slingeringinspectie
U moet een laatste systeeminspectie uitvoeren. U plaatst een meetklok op de spil. De slingering moet minder dan 0,003 mm bedragen. U laat de machine op verschillende snelheden draaien. U luistert naar vreemde geluiden. U gebruikt een trillingsmeter. U moet de radiale trillingssnelheid onder 1,0 mm/s houden.
| Structureel probleem | Symptoom op machine | Reparatiemethode |
|---|---|---|
| Losse ankerbouten | Hele machine trilt | Draai vloerbouten aan |
| Bed staat niet waterpas | Gietwerk vervormt | Gebruik een precisiewaterpas |
| Koude start van de spil | Metaal buigt ongelijkmatig | Voer een opwarmperiode van 30 minuten uit |
| Hoge trilling | Slingering > 0,003 mm | Controleer met een trillingsmeter |
Conclusie
U moet lagers, conussen, koppelingen en funderingen repareren om de slingering van de HMC-spil te elimineren. Regelmatig onderhoud en een zorgvuldige uitlijning garanderen een perfect gecentreerde spil en onderdelen van hoge kwaliteit.
-
"[PDF] Levensduur en belastingsclassificaties – Hoekcontactkogellagers", https://dpk3n3gg92jwt.cloudfront.net/domains/ast_units/pdf/ENB-04-0723.pdf. Een referentiedocument voor lagerontwerp moet de keuze voor voorspanning van hoekcontactspillagers beschrijven en de grootte van de voorspanning relateren aan een percentage of fractie van de dynamische draaggetallen van het lager; dit ondersteunt het concept van het bepalen van de voorspanning, maar valideert mogelijk niet de exacte 2–5% waarde voor alle spilassemblages. Rol van bewijs: mechanisme; brontype: onderzoek. Ondersteunt: U stelt de axiale voorspanning in op twee tot vijf procent van de nominale dynamische belasting.. Toelichting: Voorspanningsaanbevelingen variëren afhankelijk van lageropstelling, snelheid, smering en thermische omstandigheden. ↩
-
"Toleranties | SKF", https://www.skf.com/us/products/rolling-bearings/principles-of-rolling-bearing-selection/general-bearing-knowledge/tolerances. Een ISO- of lagerklasse-referentie moet de precisieklassen P4 en P2 voor wentellagers definiëren en aantonen dat deze klassen nauwere maattoleranties en loopnauwkeurigheden specificeren dan standaardkwaliteiten; dit ondersteunt de betekenis van de precisieaanduiding, niet de noodzaak tot vervanging in elk geval. Rol van bewijs: definitie; brontype: instelling. Ondersteunt: U koopt lagers van de uiterst nauwkeurige P4- of P2-klasse.. Toelichting: De bron stelt lagerprecisieklassen vast, maar bewijst niet dat P4 of P2 vereist is voor elke HMC-spil. ↩
-
"Een teststaaf gebruiken om de slingering van een spil te controleren – YouTube", https://www.youtube.com/watch?v=Pepl4kIbyjM. Een testnorm voor werktuigmachines of een inspectiegids voor spillen moet de toelaatbare radiale slingering specificeren bij het meten van een spil met een teststaaf; dit ondersteunt het aangehaalde criterium van 0,005 mm alleen als de meetopstelling en de nauwkeurigheidsklasse van de machine overeenkomen met de context van het artikel. Rol van bewijs: statistiek; brontype: instelling. Ondersteunt: Door een standaard teststaaf in de spil te plaatsen en een meetklok te gebruiken om het uiteinde bij de spilmond te controleren, kunt u garanderen dat de radiale slingering binnen de kritieke limiet van 0,005 mm blijft.. Toelichting: Slingeringlimieten zijn afhankelijk van de lengte van de teststaaf, de positie van de meetklok, de spilconus en de acceptatienorm. ↩
-
"Gereedschapshouders vergelijken: moer en spantang, hydraulisch … – YouTube", https://www.youtube.com/watch?v=pNIL2D3W3TY. Een onafhankelijke studie naar gereedschappen moet de slingeringwaarden (runout) voor spantang-, hydraulische en krimphouders vergelijken en rapporteren of hydraulische of krimpsystemen de slingering wezenlijk kunnen verminderen; dit ondersteunt de vergelijkende bewering alleen als de geteste houders en snijomstandigheden vergelijkbaar zijn. Bewijsrol: statistiek; brontype: paper. Ondersteunt: Hydraulische gereedschapshouders of krimphouders verminderen de slingering met maximaal vijftig procent.. Toelichting: De exacte procentuele vermindering is afhankelijk van de toepassing en is mogelijk niet generaliseerbaar voor alle houdertypes of gereedschapsdiameters. ↩
-
"[PDF] een analyse van de impact van uitlijnfouten in flexibele koppelingen – OAKTrust", https://oaktrust.library.tamu.edu/bitstream/handle/1969.1/ETD-TAMU-2010-08-8315/AVENDANO-OVALLE-THESIS.pdf?sequence=2&isAllowed=y. Een bron over roterende machines of machinegereedschapsdynamiek moet uitleggen dat losheid in koppelingen en uitlijnfouten van de as trillingscomponenten introduceren die door de aandrijflijn kunnen worden overgedragen; dit ondersteunt het mechanisme van trillingsoverdracht, maar toont mogelijk geen directe metingen van de slingering van de spil aan. Bewijsrol: mechanisme; brontype: paper. Ondersteunt: Losse aandrijfverbindingen of slecht uitgelijnde koppelingen brengen verstorende frequenties rechtstreeks over op de spilas.. Toelichting: Het bewijs kan betrekking hebben op roterende machines in het algemeen in plaats van specifiek op HMC-spillen. ↩
-
"[PDF] HET BEREKENEN VAN KRACHTEN BIJ ASUITLIJNFOUTEN IN …", https://oaktrust.library.tamu.edu/server/api/core/bitstreams/9f405a46-15e5-4350-ae10-026ff328cc5c/content. Een referentie over precisie-uitlijning of machinegereedschapsassemblage moet typische coaxialiteitstoleranties vermelden voor de uitlijning van motor-spil of vergelijkbare sneldraaiende asuitlijning; dit ondersteunt de noodzaak voor een nauwe uitlijning, maar valideert mogelijk niet 0,005 mm als universele waarde. Bewijsrol: statistiek; brontype: onderzoek. Ondersteunt: U moet de afwijking in coaxialiteit van motor naar spil onder de 0,005 mm brengen.. Toelichting: De acceptabele coaxialiteit hangt af van het koppelingstype, de spilsnelheid, het lagerontwerp en het machineontwerp. ↩
-
"[PDF] Voorspelling van geometrische-thermische fouten in werktuigmachines door kunstmatige …", https://nvlpubs.nist.gov/nistpubs/Legacy/IR/nistir5367.pdf. Een bron over de installatie of geometrische nauwkeurigheid van werktuigmachines moet uitleggen dat onjuiste nivellering en funderingssteun de machinestructuur kunnen vervormen en de geometrische nauwkeurigheid kunnen veranderen; dit ondersteunt de bewering over structurele vervorming, maar isoleert mogelijk niet de slingering van de spil als het enige resultaat. Bewijsrol: mechanisme; brontype: overheidsdocument. Ondersteunt: Een niet-genivelleerde machine verdraait het zware metalen frame.. Toelichting: De bron kan de algemene geometrische fout bespreken in plaats van alleen de slingering van de spil. ↩
-
"[PDF] THERMISCHE MODELLERING VAN SNELDRAAIENDE WERKTUIGMACHINES …", https://research.sabanciuniv.edu/32397/1/TurgutKoksalYalcin_10099905.pdf. Een studie naar thermische fouten in werktuigmachines of een opwarmprocedure voor de spil moet aantonen dat het opwarmen van de spil de voorbijgaande thermische vervorming vermindert door de machine naar een thermisch evenwicht te brengen; dit ondersteunt de redenering voor het opwarmen, terwijl de exacte duur van 30 minuten machinespecifiek blijft tenzij direct vermeld. Bewijsrol: mechanisme; brontype: paper. Ondersteunt: U laat de spil dertig minuten zonder gereedschap draaien om het metaal op een stabiele temperatuur te krijgen.. Toelichting: De opwarmtijd varieert met de spilsnelheid, het lagerontwerp, koelvloeistof en omgevingsomstandigheden. ↩

Chris Lu
Met meer dan tien jaar praktijkervaring in de werktuigmachine-industrie, vooral met CNC-machines, ben ik er om je te helpen. Of je nu vragen hebt naar aanleiding van dit bericht, begeleiding nodig hebt bij het selecteren van de juiste apparatuur (CNC of conventioneel), aangepaste machineoplossingen onderzoekt of klaar bent om een aankoop te bespreken, aarzel niet om contact met mij op te nemen. Laten we de perfecte bewerkingsmachine voor uw behoeften vinden.