

¿Cuáles son las causas de la alta excentricidad del husillo en una máquina HMC sin accesorios?
La puesta en marcha de un centro de mecanizado horizontal (HMC) requiere una rigurosa verificación geométrica. Si se detecta un descentramiento excesivo del husillo durante los cortes de prueba iniciales, esto indica problemas mecánicos o estructurales subyacentes que deben diagnosticarse y resolverse sistemáticamente antes de pasar a la producción a gran escala.
Un alto descentramiento del husillo en una máquina HMC proviene de rodamientos desgastados, un orificio cónico dañado, acoplamientos de transmisión sueltos y una base de máquina inestable. Debe corregir estos defectos mecánicos y estructurales para lograr una rotación perfecta del husillo.

Aislar la causa raíz del descentramiento del husillo requiere un enfoque de diagnóstico sistemático, que va desde las bases estructurales externas hasta los componentes internos del husillo. El siguiente desglose técnico describe los puntos de inspección críticos y los ajustes mecánicos necesarios para eliminar el descentramiento y restaurar la precisión rotacional.
¿Qué holguras y defectos en los rodamientos aumentan el descentramiento del husillo?
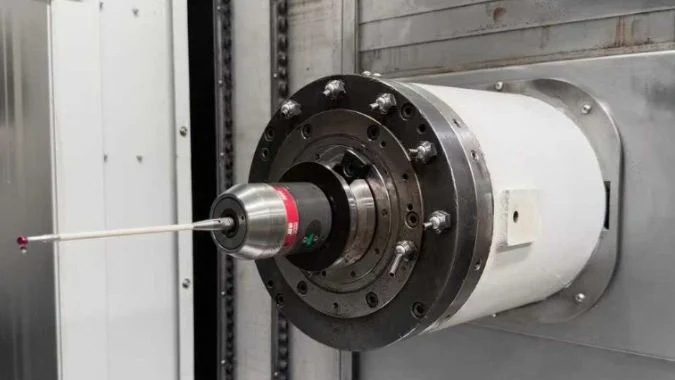
Cuando las lecturas del indicador de cuadrante muestran una deflexión radial inconsistente o excesiva en la nariz del husillo, la degradación interna de los rodamientos es un sospechoso principal. Mantener una precisión estricta del husillo requiere una inspección exhaustiva del sistema de rodamientos interno para identificar desgaste, daños en la jaula o ajustes de precarga inadecuados.
Las bolas desgastadas, las jaulas dañadas y la precarga incorrecta de los rodamientos aumentan el descentramiento del husillo. Una holgura radial superior a 0,005 mm provoca una oscilación extrema. Debe aplicar la precarga axial correcta y utilizar rodamientos de alta precisión para mantener el husillo perfectamente centrado.
Pasos de inspección
Los rodamientos del husillo soportan cargas pesadas durante la operación a alta velocidad. Las bolas metálicas se desgastan con el tiempo. Las jaulas se rompen. Este daño arruina la precisión rotacional. Debe realizar una inspección estática. Apague la alimentación. Gire el husillo manualmente. Sienta si hay adherencia o resistencia desigual. Use un indicador de cuadrante para medir la holgura radial. Los husillos de alta precisión necesitan una holgura de 0,005 mm o menos.
Calibración de la precarga
A continuación, debe calibrar la precarga del rodamiento. La precarga evita que los rodamientos se muevan. Ajuste la precarga axial al dos o cinco por ciento de la carga dinámica nominal1. Añada o retire cuñas metálicas para cambiar esta presión. Una vez vi una máquina con un descentramiento terrible. Reaplicamos una precarga axial de 180 N. El descentramiento cayó de 0,03 mm a 0,008 mm inmediatamente.
Reemplazo de rodamientos
Debe reemplazar los rodamientos muy desgastados. Compre rodamientos de alta precisión de grado P4 o P22. Reemplácelos siempre en pares. Limpie completamente el área de montaje. Llene el rodamiento nuevo con grasa para altas temperaturas. Apunte la abertura grande del rodamiento de contacto angular hacia la dirección de carga pesada.
| Problema de rodamientos | Método de inspección | Solución |
|---|---|---|
| Bolas desgastadas | Girar el husillo a mano | Reemplazar los rodamientos por pares |
| Holgura excesiva | Usar un indicador de carátula | Agregar calces para precarga |
| Rodamientos secos | Verificar la grasa interna | Agregar grasa para alta temperatura |
| Dirección incorrecta | Inspección visual | Orientar la abertura grande hacia la carga |
¿Por qué un ajuste cónico deficiente aumenta el descentramiento del HMC?
La excentricidad de la herramienta durante la operación a menudo proviene de un ajuste cónico comprometido en lugar de la herramienta en sí. Si el portaherramientas no se asienta perfectamente a lo largo de la línea central real debido al desgaste o la contaminación, el descentramiento resultante arruinará el acabado superficial, por lo que es esencial evaluar y corregir el sistema de sujeción.
Un ajuste cónico deficiente aumenta el descentramiento porque el desgaste, la suciedad o los grandes huecos empujan la herramienta de forma excéntrica. La herramienta no gira sobre la línea central real. Debe reparar el desgaste del cono y limpiar todas las superficies para evitar que la herramienta vibre.
Desgaste del orificio cónico
La sujeción deficiente de la herramienta es un problema común que a menudo se atribuye erróneamente a una falla general de la máquina, cuando la causa raíz frecuentemente reside en el orificio cónico del husillo. El desgaste y la acumulación de virutas metálicas comprometen el ajuste de precisión; incluso un pequeño trozo de residuo puede desplazar el vástago de la herramienta fuera del centro, lo que provoca un descentramiento severo. Para resolver esto, es esencial una inspección cuidadosa del orificio cónico. Al insertar una barra de prueba estándar en el husillo y usar un indicador de carátula para verificar el extremo cercano, puede asegurarse de que el descentramiento radial se mantenga dentro del límite crítico de 0.005 mm3.
Rectificado y reparación
Debe reparar un orificio cónico desgastado de inmediato. Puede rectificar el orificio en su taller. Debe colocar tiras de papel de lija en el vástago de una herramienta vieja. Debe rectificar el interior del husillo hasta que disminuya el descentramiento. Debe usar revestimiento láser profesional para rasguños profundos.
Soportes de herramientas mejores
Debería cambiar su tipo de soporte de herramienta. Las pinzas elásticas causan problemas. Debería comprar soportes de herramientas hidráulicos o soportes por contracción térmica. Estos soportes avanzados sujetan la herramienta perfectamente. Ellos reducen la excentricidad hasta en un cincuenta por ciento4. Debe limpiar el orificio cónico antes de cada cambio de herramienta. Debe usar vástagos de herramienta gruesos. Debe mantener la herramienta corta. Una herramienta corta detiene completamente las vibraciones dañinas.
| Defecto de sujeción | Resultado negativo | Acción correctiva |
|---|---|---|
| Virutas de metal en el orificio | Empuja la herramienta hacia los lados | Limpiar el cono antes de sujetar |
| Cono del husillo desgastado | La herramienta oscila | Rectificar el orificio cónico |
| Holgura en la pinza elástica | La herramienta se desliza | Usar soportes hidráulicos |
| Gran voladizo de la herramienta | La herramienta vibra intensamente | Usar herramientas cortas y gruesas |
¿Cómo provocan las vibraciones de los acoplamientos un descentramiento severo del husillo?
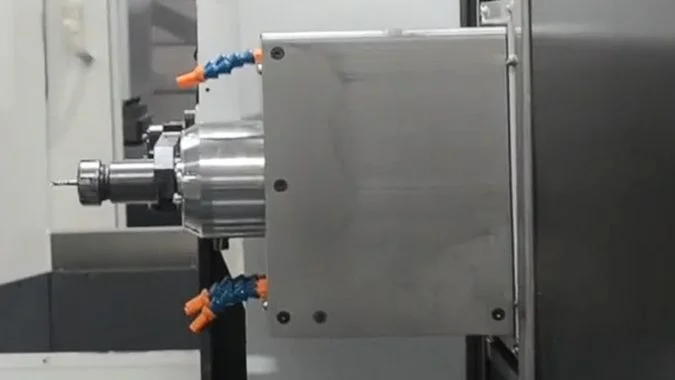
Los armónicos o vibraciones anormales que se originan en la carcasa del motor frecuentemente indican irregularidades en la transmisión de potencia. Las conexiones de accionamiento sueltas o los acoplamientos desalineados transmiten frecuencias disruptivas directamente al eje del husillo5, lo que requiere una verificación estricta de la alineación de coaxialidad de todo el tren de transmisión.
Las vibraciones del acoplamiento provocan descentramiento cuando los pernos sueltos o una mala alineación de coaxialidad sacuden el sistema de transmisión de potencia. El motor transmite la vibración directamente al eje del husillo. Debe apretar el acoplamiento y alinear el motor con precisión.
Acoplamientos de transmisión sueltos
El motor se conecta al husillo mediante un acoplamiento. Este acoplamiento debe transferir la potencia sin problemas. Un acoplamiento suelto genera una vibración masiva. Esta vibración viaja directamente hacia el husillo y causa un descentramiento severo. Primero debe verificar el acoplamiento físico. Observe los pernos del acoplamiento y apriételos al par correcto. El manual generalmente requiere de cuarenta a sesenta Newton-metro.
Envejecimiento de la almohadilla amortiguadora
Inspeccione la almohadilla amortiguadora de goma dentro del acoplamiento. Una almohadilla vieja y endurecida no puede absorber los impactos. Reemplace la almohadilla. Gire el extremo del motor a mano. Sienta si hay holgura antes de que el husillo se mueva. Debe eliminar todo juego en esta conexión.
Calibración de coaxialidad
Debe calibrar la coaxialidad del motor. El centro del motor y el centro del husillo deben formar una línea perfectamente recta. Utilice una herramienta de alineación láser para verificar esta línea. Ajuste la posición del motor. Debe reducir la desviación a menos de 0,005 mm6. Una cadena de transmisión ajustada detiene la vibración por completo. Una alineación perfecta garantiza un husillo que gira suavemente.
| Problema de transmisión | Herramienta de prueba | Paso de reparación |
|---|---|---|
| Pernos sueltos | Llave dinamométrica | Apretar a 50 N-m |
| Almohadilla amortiguadora endurecida | Inspección visual | Instalar nueva almohadilla de goma |
| Holgura del motor | Prueba de rotación manual | Corregir la holgura del acoplamiento |
| Alineación incorrecta del motor | Herramienta de alineación láser | Ajustar la posición del motor |
¿Qué inestabilidades estructurales conducen a un alto descentramiento de la máquina?
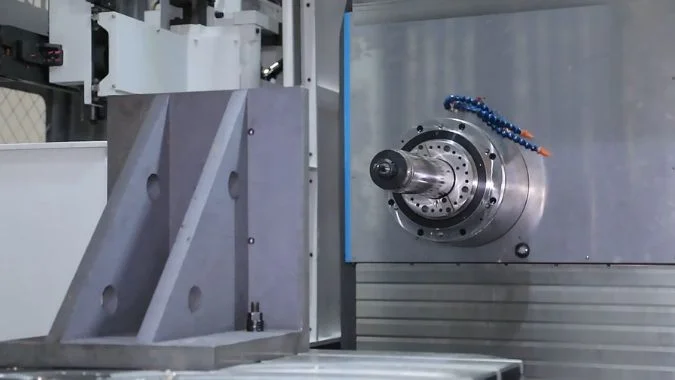
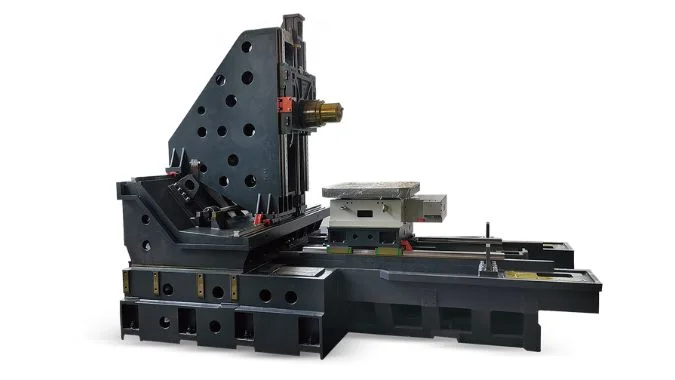
Un entorno de instalación inadecuado compromete gravemente la rigidez general de la máquina. Sin una base perfectamente nivelada y anclada de forma segura, el pesado bastidor de hierro fundido puede experimentar microtorsiones, lo que desvía directamente el husillo de su verdadero eje de rotación y degrada la precisión geométrica.
Las inestabilidades estructurales provocan un alto descentramiento debido a pernos de anclaje flojos, una base desnivelada y la deformación térmica de la carcasa. Estos problemas desvían el husillo de su trayectoria correcta. Debe fijar la máquina firmemente y controlar el calor.
Base de la máquina floja
Compruebe el suelo antes de revisar la máquina. La estructura básica de la máquina mantiene todo unido. Una base débil destruye la trayectoria de rotación original del husillo. La fundición pesada se dobla. El husillo se desvía del centro. Se produce un descentramiento masivo. Debe asegurar la base de instalación. Compruebe los pernos de anclaje grandes en el suelo. Apriete cada perno firmemente. Utilice un nivel de precisión para comprobar la bancada de la máquina. Una máquina desnivelada tuerce el bastidor de metal pesado7. Primero debe corregir la deformación de toda la máquina.
Control de deformación térmica
Debe controlar la deformación térmica. La carcasa del husillo se calienta durante el funcionamiento. El calor desigual dobla el metal. Esta flexión térmica crea enormes problemas para las máquinas de precisión. Puede controlar este calor fácilmente. Usted haga funcionar el husillo sin herramienta durante treinta minutos8. Este período de calentamiento lleva el metal a una temperatura estable.
Inspección final de descentramiento
Debe realizar una inspección final del sistema. Coloque un indicador de cuadrante en el husillo. El descentramiento debe medir menos de 0.003 mm. Haga funcionar la máquina a diferentes velocidades. Escuche si hay ruidos extraños. Utilice un medidor de vibraciones. Debe mantener la velocidad de vibración radial por debajo de 1.0 mm/s.
| Problema estructural | Síntoma en la máquina | Método de reparación |
|---|---|---|
| Pernos de anclaje sueltos | Toda la máquina vibra | Ajustar los pernos del suelo |
| Bancada desnivelada | Deformación de la fundición | Usar un nivel de precisión |
| Arranque del husillo en frío | El metal se dobla de forma desigual | Realizar un calentamiento de 30 minutos |
| Alta vibración | Descentramiento > 0.003 mm | Comprobar con un medidor de vibraciones |
Conclusión
Debe reparar los rodamientos, conos, acoplamientos y cimientos para eliminar el descentramiento del husillo del HMC. El mantenimiento periódico y una alineación cuidadosa garantizan un husillo perfectamente centrado y piezas de alta calidad.
-
"[PDF] Clasificaciones de vida útil y carga – Rodamientos de bolas de contacto angular", https://dpk3n3gg92jwt.cloudfront.net/domains/ast_units/pdf/ENB-04-0723.pdf. Una referencia de diseño de rodamientos debe describir la selección de la precarga para los rodamientos de husillo de contacto angular y relacionar la magnitud de la precarga con un porcentaje o fracción de la carga nominal del rodamiento; esto respalda el concepto de dimensionamiento de la precarga, pero puede no validar el valor exacto del 2 al 5 % para todos los conjuntos de husillo. Rol de la evidencia: mecanismo; tipo de fuente: investigación. Respaldos: Ajuste la precarga axial entre el dos y el cinco por ciento de la carga dinámica nominal. Nota de alcance: Las recomendaciones de precarga varían según la disposición del rodamiento, la velocidad, la lubricación y las condiciones térmicas. ↩
-
"Tolerancias | SKF", https://www.skf.com/us/products/rolling-bearings/principles-of-rolling-bearing-selection/general-bearing-knowledge/tolerances. Una referencia de norma ISO o de clase de rodamiento debe definir las clases de precisión P4 y P2 para rodamientos y mostrar que estas clases especifican tolerancias dimensionales y de funcionamiento más estrictas que los grados ordinarios; esto respalda el significado de la designación de precisión, no la necesidad de reemplazo en todos los casos. Rol de la evidencia: definición; tipo de fuente: institución. Respaldos: Compre rodamientos de grado de alta precisión P4 o P2. Nota de alcance: La fuente establece los grados de precisión del rodamiento pero no demuestra que P4 o P2 sean necesarios para cada husillo de HMC. ↩
-
"Uso de una barra de prueba para verificar el descentramiento del husillo – YouTube", https://www.youtube.com/watch?v=Pepl4kIbyjM. Un estándar de prueba de máquinas herramienta o una guía de inspección de husillos debe especificar los límites de descentramiento radial permitidos al medir un husillo con una barra de prueba; esto respalda el criterio citado de 0.005 mm solo si la configuración de medición y la clase de precisión de la máquina coinciden con el contexto del artículo. Rol de la evidencia: estadística; tipo de fuente: institución. Respaldos: Al insertar una barra de prueba estándar en el husillo y usar un indicador de cuadrante para verificar el extremo cercano, puede asegurarse de que el descentramiento radial se mantenga dentro del límite crítico de 0.005 mm. Nota de alcance: Los límites de descentramiento dependen de la longitud de la barra de prueba, la posición del indicador, el cono del husillo y el estándar de aceptación. ↩
-
"Comparación de portaherramientas: Tuerca y pinza, hidráulico… – YouTube", https://www.youtube.com/watch?v=pNIL2D3W3TY. Un estudio independiente sobre herramientas debe comparar los valores de excentricidad (runout) para portaherramientas de pinza, hidráulicos y de contracción térmica (shrink-fit), e informar si los sistemas hidráulicos o de contracción pueden reducir materialmente dicha excentricidad; esto respalda la afirmación comparativa solo si los portaherramientas probados y las condiciones de corte son similares. Rol de la evidencia: estadística; tipo de fuente: artículo. Apoya: Los portaherramientas hidráulicos o de contracción térmica reducen la excentricidad hasta en un cincuenta por ciento.. Nota de alcance: El porcentaje exacto de reducción depende de la aplicación y puede no generalizarse a todos los tipos de portaherramientas o diámetros de herramienta. ↩
-
"[PDF] un análisis del impacto de la desalineación de acoplamientos flexibles – OAKTrust", https://oaktrust.library.tamu.edu/bitstream/handle/1969.1/ETD-TAMU-2010-08-8315/AVENDANO-OVALLE-THESIS.pdf?sequence=2&isAllowed=y. Una fuente sobre dinámica de maquinaria rotativa o máquinas herramienta debería explicar que la holgura en los acoplamientos y la desalineación del eje introducen componentes de vibración que pueden transmitirse a través del tren de transmisión; esto respalda el mecanismo de transmisión de vibraciones, pero puede no mostrar mediciones directas de la excentricidad del husillo. Rol de la evidencia: mecanismo; tipo de fuente: artículo. Apoya: Las conexiones de transmisión sueltas o los acoplamientos desalineados transmiten frecuencias disruptivas directamente al eje del husillo.. Nota de alcance: La evidencia puede referirse a maquinaria rotativa en general, más que específicamente a husillos de centros de mecanizado horizontal (HMC). ↩
-
"[PDF] CÁLCULO DE LAS FUERZAS DE DESALINEACIÓN DEL ACOPLAMIENTO DEL EJE EN…", https://oaktrust.library.tamu.edu/server/api/core/bitstreams/9f405a46-15e5-4350-ae10-026ff328cc5c/content. Una referencia sobre alineación de precisión o ensamblaje de máquinas herramienta debería establecer las tolerancias de coaxialidad típicas para la alineación motor-husillo o una alineación de ejes de alta velocidad comparable; esto respalda la necesidad de una alineación estricta, pero puede no validar los 0,005 mm como universales. Rol de la evidencia: estadística; tipo de fuente: investigación. Apoya: Debe reducir la desviación de coaxialidad entre el motor y el husillo por debajo de 0,005 mm.. Nota de alcance: La coaxialidad aceptable depende del tipo de acoplamiento, la velocidad del husillo, la disposición de los rodamientos y el diseño de la máquina. ↩
-
"[PDF] Predicción de errores geométricos-térmicos de máquinas herramienta mediante artificial…", https://nvlpubs.nist.gov/nistpubs/Legacy/IR/nistir5367.pdf. Una fuente sobre instalación de máquinas herramienta o precisión geométrica debería explicar que una nivelación incorrecta y un soporte de cimentación inadecuado pueden deformar la estructura de la máquina y alterar la precisión geométrica; esto respalda la afirmación de deformación estructural, pero puede no aislar la excentricidad del husillo como único resultado. Rol de la evidencia: mecanismo; tipo de fuente: gubernamental. Apoya: Una máquina mal nivelada tuerce el bastidor metálico pesado.. Nota de alcance: La fuente puede tratar sobre el error geométrico general en lugar de solo sobre la excentricidad del husillo. ↩
-
"[PDF] MODELADO TÉRMICO DE MÁQUINA HERRAMIENTA DE ALTA VELOCIDAD…", https://research.sabanciuniv.edu/32397/1/TurgutKoksalYalcin_10099905.pdf. Un estudio sobre errores térmicos en máquinas herramienta o un procedimiento de calentamiento del husillo debería mostrar que el calentamiento del husillo reduce la deformación térmica transitoria al llevar a la máquina hacia el equilibrio térmico; esto respalda la justificación del calentamiento, aunque la duración exacta de 30 minutos sigue siendo específica de la máquina a menos que se indique lo contrario. Rol de la evidencia: mecanismo; tipo de fuente: artículo. Apoya: Debe operar el husillo sin herramienta durante treinta minutos para llevar el metal a una temperatura estable.. Nota de alcance: El tiempo de calentamiento varía según la velocidad del husillo, el diseño de los rodamientos, el refrigerante y las condiciones ambientales. ↩

Chris Lu
Aprovechando más de una década de experiencia práctica en la industria de la máquina herramienta, en particular con máquinas CNC, estoy aquí para ayudar. Si tiene alguna pregunta que le haya surgido a raíz de este artículo, si necesita orientación para seleccionar el equipo adecuado (CNC o convencional), si está explorando soluciones de máquinas personalizadas o si está listo para discutir una compra, no dude en CONTACTAR CONMIGO. Encontremos la máquina herramienta perfecta para sus necesidades.