

Was sind die Ursachen für einen hohen Spindelrundlauffehler bei einer HMC-Maschine ohne Werkzeug?
Die Inbetriebnahme eines nackten horizontalen Bearbeitungszentrums (HMC) erfordert eine rigorose geometrische Überprüfung. Wenn bei ersten Probeschnitten ein übermäßiger Spindelrundlauf festgestellt wird, deutet dies auf zugrunde liegende mechanische oder strukturelle Probleme hin, die systematisch diagnostiziert und behoben werden müssen, bevor die Serienproduktion aufgenommen werden kann.
Ein hoher Spindelrundlauf bei einem nackten HMC-Maschinensystem resultiert aus abgenutzten Spindellagern, einer beschädigten Kegelbohrung, lockeren Antriebskupplungen und einem instabilen Maschinenfundament. Diese mechanischen und strukturellen Mängel müssen behoben werden, um eine perfekte Spindelrotation zu erzielen.

Die Isolierung der Grundursache für den Spindelrundlauf erfordert einen systematischen diagnostischen Ansatz, der sich von externen strukturellen Fundamenten bis hin zu internen Spindelkomponenten erstreckt. Die folgende technische Aufschlüsselung skizziert die kritischen Inspektionspunkte und mechanischen Anpassungen, die erforderlich sind, um Rundlauffehler zu eliminieren und die Rotationspräzision wiederherzustellen.
Welche Lagerabstände und -fehler führen zu erhöhtem Spindelrundlauf?
Wenn Messuhrablesungen eine inkonsistente oder übermäßige radiale Auslenkung an der Spindelnase zeigen, ist eine interne Lagerdegradation ein Hauptverdächtiger. Die Aufrechterhaltung einer strengen Spindelpräzision erfordert eine gründliche Inspektion des internen Lagersystems, um Verschleiß, Käfigschäden oder unsachgemäße Vorspannungseinstellungen zu identifizieren.
Abgenutzte Kugeln, beschädigte Käfige und eine falsche Lagervorspannung erhöhen den Spindelrundlauf. Ein radiales Spiel über 0,005 mm verursacht extremes Wackeln. Sie müssen die korrekte axiale Vorspannung anwenden und hochpräzise Lager verwenden, um die Spindel perfekt zentriert zu halten.
Inspektionsschritte
Spindellager werden während des Hochgeschwindigkeitsbetriebs stark belastet. Die Metallkugeln nutzen sich mit der Zeit ab. Die Käfige brechen. Diese Beschädigung ruiniert die Rotationspräzision. Sie müssen eine statische Inspektion durchführen. Schalten Sie den Strom aus. Drehen Sie die Spindel von Hand. Fühlen Sie nach Klemmen oder ungleichmäßigem Widerstand. Verwenden Sie eine Messuhr, um das radiale Spiel zu messen. Hochpräzise Spindeln benötigen ein Spiel von 0,005 mm oder weniger.
Vorspannungskalibrierung
Als Nächstes müssen Sie die Lagervorspannung kalibrieren. Die Vorspannung verhindert, dass sich die Lager bewegen. Sie stellen die axiale Vorspannung auf zwei oder fünf Prozent der dynamischen Nennlast1. ein. Sie fügen Metallscheiben hinzu oder entfernen sie, um diesen Druck zu ändern. Ich habe einmal eine Maschine mit schrecklichem Rundlauf gesehen. Wir haben eine axiale Vorspannung von 180 N erneut aufgebracht. Der Rundlauf sank sofort von 0,03 mm auf 0,008 mm.
Lageraustausch
Sie müssen stark abgenutzte Lager ersetzen. Sie kaufen hochpräzise Lager der Güteklasse P4 oder P22. Sie ersetzen diese immer paarweise. Sie reinigen den Montagebereich vollständig. Sie füllen das neue Lager mit Hochtemperaturfett. Sie richten die große Öffnung des Schrägkugellagers in Richtung der Hauptlast.
| Lagerproblem | Prüfverfahren | Lösung |
|---|---|---|
| Verschlissene Kugeln | Spindel von Hand drehen | Lager paarweise austauschen |
| Zu großes Spiel | Messuhr verwenden | Passscheiben für Vorspannung hinzufügen |
| Trockene Lager | Innenfett prüfen | Hochtemperaturfett hinzufügen |
| Falsche Richtung | Sichtprüfung | Große Öffnung zur Last hin ausrichten |
Warum führt eine schlechte Kegelpassung zu erhöhtem HMC-Rundlauffehler?
Werkzeugexzentrizität während des Betriebs resultiert häufig aus einem beeinträchtigten Kegelsitz und nicht aus dem Werkzeug selbst. Wenn der Werkzeughalter aufgrund von Verschleiß oder Verschmutzung nicht perfekt entlang der wahren Mittellinie sitzt, ruiniert der resultierende Rundlauffehler die Oberflächengüte, weshalb es unerlässlich ist, das Spannsystem zu bewerten und zu korrigieren.
Ein mangelhafter Kegelsitz erhöht den Rundlauffehler, da Verschleiß, Schmutz oder große Spalte das Werkzeug exzentrisch drücken. Das Werkzeug rotiert nicht auf der wahren Mittellinie. Sie müssen den Kegelverschleiß beheben und alle Oberflächen reinigen, um ein Schütteln des Werkzeugs zu verhindern.
Verschleiß der Kegelbohrung
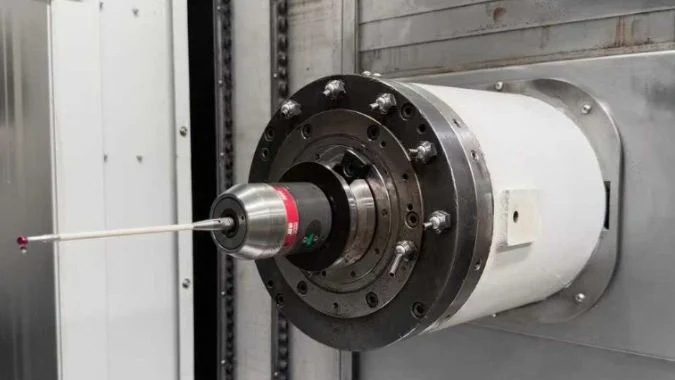
Mangelhafte Werkzeugspannung ist ein häufiges Problem, das oft fälschlicherweise einem allgemeinen Maschinendefekt zugeschrieben wird, während die Grundursache häufig in der Spindelkonusbohrung liegt. Verschleiß und angesammelte Metallspäne beeinträchtigen den Präzisionssitz; selbst ein winziges Teilchen kann den Werkzeugschaft aus der Mitte drücken, was zu schwerem Rundlauffehler führt. Um dies zu beheben, ist eine sorgfältige Inspektion der Kegelbohrung unerlässlich. Durch das Einsetzen eines Standard-Prüfdorns in die Spindel und die Verwendung einer Messuhr zur Überprüfung des nahen Endes können Sie sicherstellen, dass der Radialschlag innerhalb des kritischen Grenzwerts von 0,005 mm bleibt3.
Schleifen und Instandsetzung
Sie müssen eine verschlissene Kegelbohrung umgehend reparieren. Sie können die Bohrung in Ihrer Werkstatt schleifen. Dazu befestigen Sie Schleifpapierstreifen an einem alten Werkzeugschaft. Sie schleifen das Innere der Spindel, bis der Rundlauffehler abnimmt. Bei tiefen Kratzern müssen Sie professionelles Laserauftragsschweißen verwenden.
Bessere Werkzeugaufnahmen
Sie sollten Ihren Werkzeugaufnahmetyp ändern. Spannzangen verursachen Probleme. Sie sollten hydraulische Werkzeugaufnahmen oder Schrumpffutter kaufen. Diese fortschrittlichen Aufnahmen spannen das Werkzeug perfekt ein. Sie reduzieren den Rundlaufschlag um bis zu fünfzig Prozent4. Sie müssen die Kegelbohrung vor jedem Werkzeugwechsel reinigen. Sie müssen dicke Werkzeugschäfte verwenden. Sie müssen das Werkzeug kurz halten. Ein kurzes Werkzeug stoppt schlechte Vibrationen vollständig.
| Spannfehler | Negatives Ergebnis | Korrekturmaßnahme |
|---|---|---|
| Metallspäne in der Bohrung | Drückt das Werkzeug zur Seite | Kegel vor dem Spannen reinigen |
| Verschlissener Spindelkegel | Werkzeug wackelt | Kegelbohrung nachschleifen |
| Spannzangenspalt | Werkzeug rutscht | Hydraulikaufnahmen verwenden |
| Langer Werkzeugüberstand | Werkzeug vibriert stark | Kurze, dicke Werkzeuge verwenden |
Wie verursachen Kupplungsvibrationen einen starken Spindelrundlauf?
Anormale Harmonische oder Vibrationen, die vom Motorgehäuse ausgehen, deuten häufig auf Unregelmäßigkeiten in der Kraftübertragung hin. Lose Antriebsverbindungen oder falsch ausgerichtete Kupplungen übertragen störende Frequenzen direkt auf die Spindelwelle5, was eine strikte Überprüfung der Koaxialität des gesamten Antriebsstrangs erfordert.
Kupplungsvibrationen verursachen einen Rundlauffehler, wenn lockere Schrauben oder eine mangelhafte Koaxialausrichtung das Kraftübertragungssystem erschüttern. Der Motor überträgt die Vibrationen direkt auf die Spindelwelle. Sie müssen die Kupplung festziehen und den Motor präzise ausrichten.
Lose Antriebskupplungen
Der Motor ist über eine Kupplung mit der Spindel verbunden. Diese Kupplung muss die Kraft gleichmäßig übertragen. Eine lose Kupplung erzeugt massive Vibrationen. Diese Vibrationen wandern direkt in die Spindel und verursachen einen starken Rundlauffehler. Sie müssen zuerst die physische Kupplung überprüfen. Untersuchen Sie die Kupplungsschrauben. Ziehen Sie diese mit dem korrekten Drehmoment an. Das Handbuch gibt in der Regel vierzig bis sechzig Newtonmeter vor.
Alterung des Pufferpolsters
Überprüfen Sie das Gummipufferpolster in der Kupplung. Ein altes, hartes Polster kann keine Stöße absorbieren. Ersetzen Sie das Polster. Drehen Sie das Motorwellenende von Hand. Achten Sie auf ein Spiel, bevor sich die Spindel bewegt. Sie müssen jegliches Spiel in dieser Verbindung beseitigen.
Koaxialitätskalibrierung
Sie müssen die Koaxialität des Motors kalibrieren. Die Mitte des Motors und die Mitte der Spindel müssen eine perfekt gerade Linie bilden. Verwenden Sie ein Laserausrichtungsgerät, um diese Linie zu überprüfen. Passen Sie die Motorposition an. Sie müssen die Abweichung unter 0,005 mm halten6. Eine straffe Übertragungskette stoppt Vibrationen vollständig. Eine perfekte Ausrichtung garantiert eine reibungslos laufende Spindel.
| Übertragungsproblem | Testwerkzeug | Reparaturschritt |
|---|---|---|
| Lose Schrauben | Drehmomentschlüssel | Auf 50 Nm festziehen |
| Hartes Pufferpolster | Sichtprüfung | Neues Gummipufferpolster einbauen |
| Motorspalt | Manuelle Drehungstest | Kupplungsspiel beheben |
| Schlechte Motorausrichtung | Laserausrichtungswerkzeug | Motorposition anpassen |
Welche strukturellen Instabilitäten führen zu einem hohen Maschinenrundlauffehler?
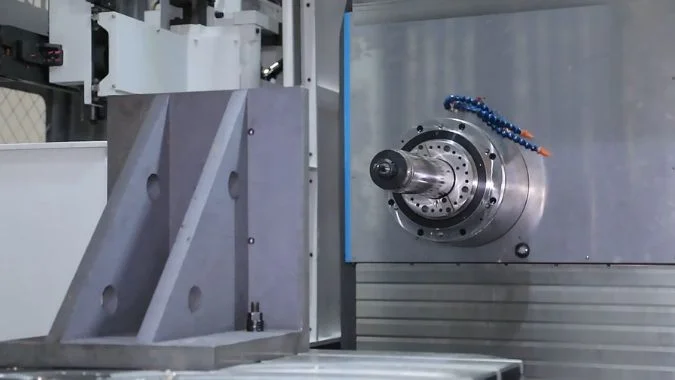
Eine unzureichende Installationsumgebung beeinträchtigt die allgemeine Maschinensteifigkeit erheblich. Ohne ein perfekt nivelliertes und sicher verankertes Fundament kann sich der schwere Gussrahmen leicht verwinden, was die Spindel direkt aus ihrer wahren Rotationsachse bringt und die geometrische Genauigkeit verschlechtert.
Strukturelle Instabilitäten führen zu einem hohen Rundlauffehler durch lockere Ankerbolzen, ein unebenes Fundament und thermische Verformung des Gehäuses. Diese Probleme biegen die Spindel aus ihrem korrekten Verlauf. Sie müssen die Maschine fest verschrauben und die Wärmeentwicklung kontrollieren.
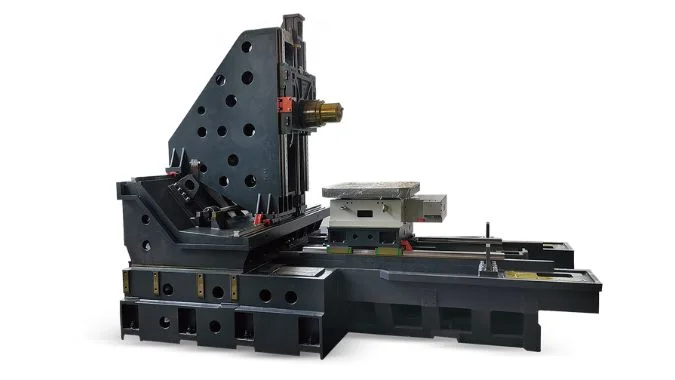
Lockeres Maschinenfundament
Überprüfen Sie den Boden, bevor Sie die Maschine prüfen. Die grundlegende Maschinenstruktur hält alles zusammen. Ein schwaches Fundament zerstört die ursprüngliche Rotationsbahn der Spindel. Der schwere Guss verbiegt sich. Die Spindel weicht von der Mitte ab. Sie erhalten einen massiven Rundlauffehler. Sie müssen das Installationsfundament sichern. Sie überprüfen die großen Ankerbolzen auf dem Boden. Sie ziehen jede Schraube fest an. Sie verwenden eine Präzisionswasserwaage, um das Maschinenbett zu prüfen. Eine nicht nivellierte Maschine verwindet den schweren Metallrahmen7. Sie müssen zuerst die Verformung der gesamten Maschine beheben.
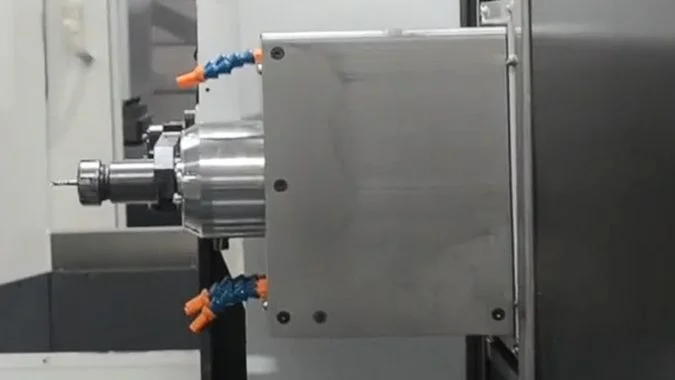
Kontrolle der thermischen Verformung
Sie müssen die thermische Verformung kontrollieren. Das Spindelgehäuse wird während des Betriebs heiß. Ungleichmäßige Wärme verbiegt das Metall. Diese thermische Verbiegung führt zu großen Problemen bei Präzisionsmaschinen. Sie können diese Wärme einfach kontrollieren. Sie lassen die Spindel für dreißig Minuten ohne Werkzeug laufen8. Diese Aufwärmphase bringt das Metall auf eine stabile Temperatur.
Abschließende Rundlaufprüfung
Sie müssen eine abschließende Systemprüfung durchführen. Sie setzen eine Messuhr auf die Spindel. Der Rundlauf muss unter 0,003 mm liegen. Sie lassen die Maschine mit verschiedenen Geschwindigkeiten laufen. Sie hören auf ungewöhnliche Geräusche. Sie verwenden ein Vibrationsmessgerät. Sie müssen die radiale Vibrationsgeschwindigkeit unter 1,0 mm/s halten.
| Strukturelles Problem | Symptom an der Maschine | Reparaturmethode |
|---|---|---|
| Lose Ankerschrauben | Die gesamte Maschine vibriert | Bodenanker festziehen |
| Maschinenbett nicht nivelliert | Verzug des Gussteils | Präzisionswasserwaage verwenden |
| Kalter Spindelstart | Metall verformt sich ungleichmäßig | 30-minütige Aufwärmphase durchführen |
| Hohe Vibration | Rundlauffehler > 0,003 mm | Mit Vibrationsmessgerät prüfen |
Schlussfolgerung
Sie müssen Lager, Kegel, Kupplungen und Fundamente instand setzen, um den Rundlauffehler der HMC-Spindel zu beseitigen. Regelmäßige Wartung und sorgfältige Ausrichtung garantieren eine perfekt zentrierte Spindel und hochwertige Teile.
-
"[PDF] Lebensdauer und Tragzahlen – Schrägkugellager", https://dpk3n3gg92jwt.cloudfront.net/domains/ast_units/pdf/ENB-04-0723.pdf. Eine Referenz zum Lagerdesign sollte die Auswahl der Vorspannung für Schrägkugellager in Spindeln beschreiben und die Vorspannungsgröße auf einen Prozentsatz oder Bruchteil der dynamischen Tragzahl beziehen; dies stützt das Konzept der Vorspannungsdimensionierung, validiert jedoch möglicherweise nicht den exakten Wert von 2–5 % für alle Spindelbaugruppen. Evidenzrolle: Mechanismus; Quellentyp: Forschung. Unterstützt: Sie stellen die axiale Vorspannung auf zwei bis fünf Prozent der dynamischen Tragzahl ein.. Anmerkung zum Geltungsbereich: Vorspannungsempfehlungen variieren je nach Lageranordnung, Drehzahl, Schmierung und thermischen Bedingungen. ↩
-
"Toleranzen | SKF", https://www.skf.com/us/products/rolling-bearings/principles-of-rolling-bearing-selection/general-bearing-knowledge/tolerances. Eine Referenz zu ISO- oder Lagerklassen sollte die Präzisionsklassen P4 und P2 für Wälzlager definieren und aufzeigen, dass diese Klassen engere Maß- und Lauftoleranzen als Standardqualitäten spezifizieren; dies stützt die Bedeutung der Präzisionsbezeichnung, jedoch nicht die Notwendigkeit eines Austauschs in jedem Fall. Evidenzrolle: Definition; Quellentyp: Institution. Unterstützt: Sie kaufen Lager der Präzisionsklasse P4 oder P2.. Anmerkung zum Geltungsbereich: Die Quelle legt Lagerpräzisionsklassen fest, beweist jedoch nicht, dass P4 oder P2 für jede HMC-Spindel erforderlich ist. ↩
-
"Verwendung eines Testdorns zur Prüfung des Spindelrundlaufs – YouTube", https://www.youtube.com/watch?v=Pepl4kIbyjM. Ein Werkzeugmaschinen-Prüfstandard oder ein Leitfaden zur Spindelinspektion sollte die zulässigen radialen Rundlauftoleranzen bei der Messung einer Spindel mit einem Testdorn spezifizieren; dies stützt das genannte Kriterium von 0,005 mm nur dann, wenn der Messaufbau und die Genauigkeitsklasse der Maschine mit dem Kontext des Artikels übereinstimmen. Evidenzrolle: Statistik; Quellentyp: Institution. Unterstützt: Durch das Einsetzen eines Standard-Testdorns in die Spindel und die Verwendung einer Messuhr zur Prüfung am spindelnächsten Punkt können Sie sicherstellen, dass der radiale Rundlauffehler innerhalb des kritischen Grenzwerts von 0,005 mm bleibt.. Anmerkung zum Geltungsbereich: Rundlauftoleranzen hängen von der Testdornlänge, der Position der Messuhr, dem Spindelkegel und der Abnahmenorm ab. ↩
-
"Vergleich von Werkzeugaufnahmen: Mutter und Spannzange, hydraulisch … – YouTube", https://www.youtube.com/watch?v=pNIL2D3W3TY. Eine unabhängige Werkzeugstudie sollte die Rundlaufwerte für Spannzangen-, hydraulische und Schrumpffutter vergleichen und darüber berichten, ob hydraulische oder Schrumpfsysteme den Rundlauffehler wesentlich reduzieren können; dies unterstützt die vergleichende Aussage nur, wenn die getesteten Aufnahmen und Schnittbedingungen ähnlich sind. Nachweisrolle: Statistik; Quellentyp: Fachartikel. Unterstützt: Hydraulische Werkzeugaufnahmen oder Schrumpffutter reduzieren den Rundlauffehler um bis zu fünfzig Prozent. Hinweis zum Anwendungsbereich: Die exakte prozentuale Reduzierung hängt von der Anwendung ab und lässt sich möglicherweise nicht auf alle Aufnahmentypen oder Werkzeugdurchmesser verallgemeinern. ↩
-
"[PDF] eine Analyse der Auswirkungen von Fehlausrichtungen bei flexiblen Kupplungen – OAKTrust", https://oaktrust.library.tamu.edu/bitstream/handle/1969.1/ETD-TAMU-2010-08-8315/AVENDANO-OVALLE-THESIS.pdf?sequence=2&isAllowed=y. Eine Quelle zur Dynamik von rotierenden Maschinen oder Werkzeugmaschinen sollte erläutern, dass Kupplungsspiel und Wellenfehlausrichtung Vibrationskomponenten einführen, die durch den Antriebsstrang übertragen werden können; dies unterstützt den Vibrationsübertragungsmechanismus, zeigt jedoch möglicherweise keine direkten Messungen des Spindelrundlaufs. Nachweisrolle: Mechanismus; Quellentyp: Fachartikel. Unterstützt: Lose Antriebsverbindungen oder falsch ausgerichtete Kupplungen übertragen störende Frequenzen direkt in die Spindelwelle. Hinweis zum Anwendungsbereich: Der Nachweis kann sich allgemein auf rotierende Maschinen beziehen und nicht spezifisch auf HMC-Spindeln. ↩
-
"[PDF] BERECHNUNG DER WELLENKUPPLUNGSKRÄFTE BEI …", https://oaktrust.library.tamu.edu/server/api/core/bitstreams/9f405a46-15e5-4350-ae10-026ff328cc5c/content. Ein Referenzwerk zur Präzisionsausrichtung oder zum Zusammenbau von Werkzeugmaschinen sollte typische Koaxialitätstoleranzen für die Motor-Spindel-Ausrichtung oder eine vergleichbare Hochgeschwindigkeitswellenausrichtung angeben; dies unterstützt die Notwendigkeit einer exakten Ausrichtung, validiert jedoch möglicherweise nicht 0,005 mm als universellen Wert. Nachweisrolle: Statistik; Quellentyp: Forschung. Unterstützt: Sie müssen die Koaxialitätsabweichung zwischen Motor und Spindel unter 0,005 mm bringen. Hinweis zum Anwendungsbereich: Die akzeptable Koaxialität hängt vom Kupplungstyp, der Spindeldrehzahl, der Lageranordnung und der Maschinenkonstruktion ab. ↩
-
"[PDF] Vorhersage geometrisch-thermischer Werkzeugmaschinenfehler durch künstliche …", https://nvlpubs.nist.gov/nistpubs/Legacy/IR/nistir5367.pdf. Eine Quelle zur Installation oder geometrischen Genauigkeit von Werkzeugmaschinen sollte erläutern, dass eine unsachgemäße Nivellierung und Fundamentunterstützung die Maschinenstruktur verformen und die geometrische Genauigkeit beeinträchtigen kann; dies unterstützt die Aussage zur strukturellen Verformung, isoliert jedoch möglicherweise nicht den Spindelrundlauf als einziges Ergebnis. Nachweisrolle: Mechanismus; Quellentyp: Regierungsbericht. Unterstützt: Eine nicht nivellierte Maschine verzieht den schweren Metallrahmen. Hinweis zum Anwendungsbereich: Die Quelle kann den gesamten geometrischen Fehler und nicht nur den Spindelrundlauf behandeln. ↩
-
"[PDF] THERMISCHE MODELLIERUNG VON HOCHGESCHWINDIGKEITSWERKZEUGMASCHINEN …", https://research.sabanciuniv.edu/32397/1/TurgutKoksalYalcin_10099905.pdf. Eine Studie zu thermischen Fehlern bei Werkzeugmaschinen oder ein Verfahren zum Warmlaufen der Spindel sollte zeigen, dass das Warmlaufen der Spindel transiente thermische Verformungen reduziert, indem die Maschine in ein thermisches Gleichgewicht gebracht wird; dies unterstützt die Begründung für das Warmlaufen, wobei die exakte Dauer von 30 Minuten maschinenspezifisch bleibt, sofern nicht direkt angegeben. Nachweisrolle: Mechanismus; Quellentyp: Fachartikel. Unterstützt: Sie lassen die Spindel dreißig Minuten lang ohne Werkzeug laufen, um das Metall auf eine stabile Temperatur zu bringen. Hinweis zum Anwendungsbereich: Die Aufwärmzeit variiert je nach Spindeldrehzahl, Lagerdesign, Kühlmittel und Umgebungsbedingungen. ↩

Chris Lu
Mit mehr als einem Jahrzehnt praktischer Erfahrung in der Werkzeugmaschinenindustrie, insbesondere mit CNC-Maschinen, stehe ich Ihnen gerne zur Verfügung. Ganz gleich, ob Sie Fragen haben, die durch diesen Beitrag ausgelöst wurden, ob Sie Beratung bei der Auswahl der richtigen Ausrüstung (CNC oder konventionell) benötigen, ob Sie kundenspezifische Maschinenlösungen erforschen oder ob Sie bereit sind, einen Kauf zu besprechen, zögern Sie nicht, mich zu kontaktieren. Lassen Sie uns gemeinsam die perfekte Werkzeugmaschine für Ihre Bedürfnisse finden.